120 4
. 1 l\ ' XI
Zat krawędź mnx O 2/dŚK
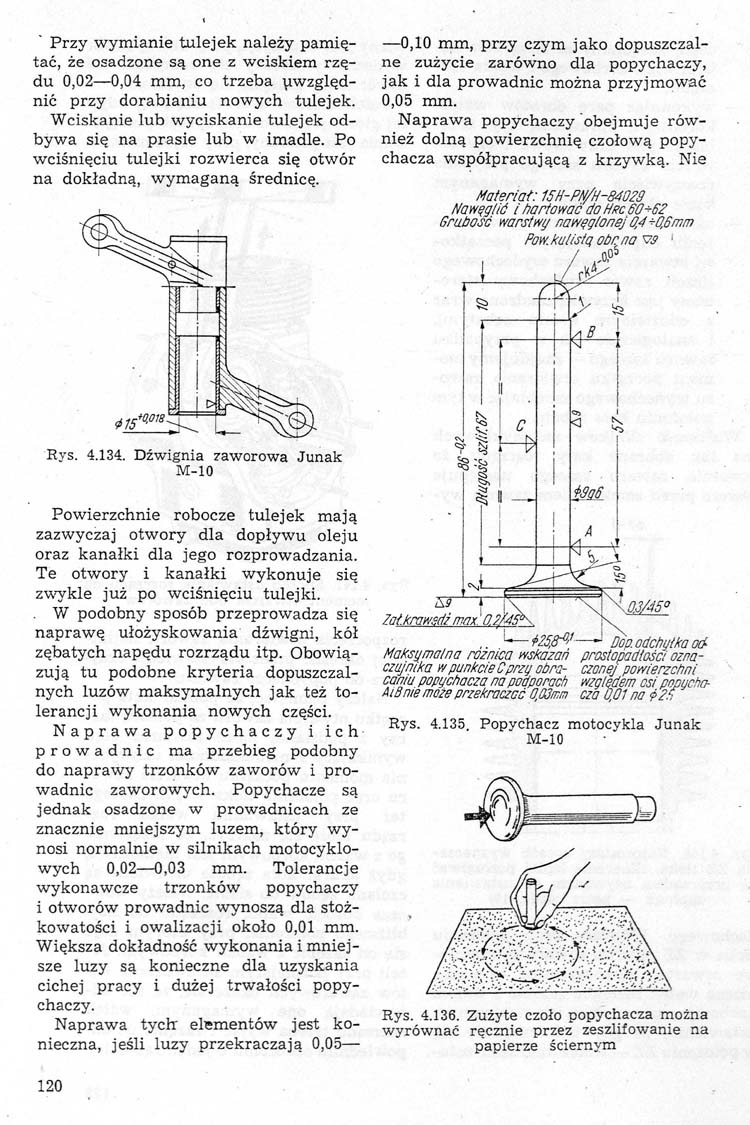
Przy wymianie tulejek należy pamiętać, że osadzone są one z wciskiem rzędu 0,02—0,04 mm, co trzeba uwzględnić przy dorabianiu nowych tulejek.
Wciskanie lub wyciskanie tulejek odbywa się na prasie lub w imadle. Po wciśnięciu tulejki rozwierca się otwór na dokładną, wymaganą średnicę.
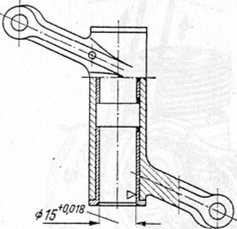
Rys. 4.134. Dźwignia zaworowa Junak M-10
Powierzchnie robocze tulejek mają zazwyczaj otwory dla dopływu oleju oraz kanałki dla jego rozprowadzania. Te otwory i kanałki wykonuje się zwykle już po wciśnięciu tulejki.
. W podobny sposób przeprowadza się naprawę ułożyskowania dźwigni, kół zębatych napędu rozrządu itp. Obowiązują tu podobne kryteria dopuszczalnych luzów maksymalnych jak też tolerancji wykonania nowych części.
Naprawa popychaczy i ich prowadnic ma przebieg podobny do naprawy trzonków zaworów i prowadnic zaworowych. Popychacze są jednak osadzone w prowadnicach ze znacznie mniejszym luzem, który wynosi normalnie w silnikach motocyklowych 0,02—0,03 mm. Tolerancje wykonawcze trzonków popychaczy i otworów prowadnic wynoszą dla stoż-kowatości i owalizacji około 0,01 mm. Większa dokładność wykonania i mniejsze luzy są konieczne dla uzyskania cichej pracy i dużej trwałości popychaczy.
Naprawa tych: elementów jest konieczna, jeśli luzy przekraczają 0,05— —0,10 mm, przy czym jako dopuszczalne zużycie zarówno dla popychaczy, jak i dla prowadnic można przyjmować 0,05 mm.
Naprawa popychaczy obejmuje również dolną powierzchnię czołową popy-chacza współpracującą z krzywką. Nie
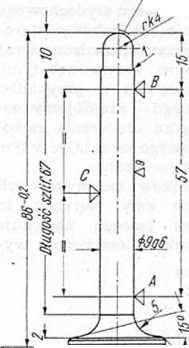
Materiał: 15H-PN/H-840Z9 Nawęgtić i hartować do Hec 60+GZ Grubość warstwy nawygtonej OM ±0,6mm Pow.kutistqobrna •ps ‘
„ .. uDoo. odchyłka od
Maksymalna rozmca wskazań prostopadłości ozna-czujntka w punkcie Cprzy obra- czonej powierzchni caniu popychacza na podporach wzglądem osi popucho-AiBme może przekraczać 0,03/rn cza DOI na
Rys. 4.135. Popychacz motocykla Junak M-10
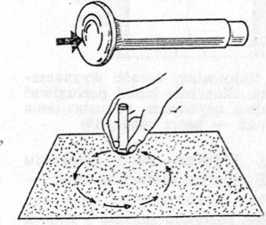
Rys. 4.136. Zużyte czoło popychacza można wyrównać ręcznie przez zeszlifowanie na papierze ściernym
120
Wyszukiwarka
Podobne podstrony:
3. Uwagi: Przy doborze roślin należy pamiętać, że celem projektu jest stworzenie rabaty, która będzi
ksiazka(168) Rys. 7-28. Schemat regulacji reflektorów; REFLEKTORY Wymiana żarówki Przy wymianie żaró
Przy badaniu uzdolnień matematycznych należy pamiętać, że poszczególne składniki podane] „struktury
WSZYSTKIE PODANE WARTOŚCI PROSZĘ TRAKTOWAĆ, JAKO ORIENTACYJNE. NALEŻY PAMIĘTAĆ, ŻE PRZY USTAWIE
plik0027 Przy ćwiczeniach i krańcowym obciążeniem należy pamiętać, że podejście do wysiłku mc mol* n
076 5 0,15 mm — dla średnic powyżej 65 mm. Należy pamiętać, że przy używanych cylindrach luz te
98 (63) Przy wspomnianych przeróbkach należy pamiętać o dopasowania okienek w tłoku do dolnych okien
więcej podobnych podstron