154
B-63834PL/01
PROGRAMOWANIE
13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE
13.3.1
CYKL WIERCENIA CZOŁOWEGO (G83) / CYKL WIERCENIA BOCZNEGO (G87)
• Szybki cykl wiercenia głębokich otworów (G83, G87) (parametr RTR (nr 5101 #2) =0)
Format
Cykl wiercenia głębokich otworów lub szybki cykl wiercenia głębokich otworów jest używany zależnie od nastawy RTR, bitu 2 parametru nr 5101. Jeśli głębokość skrawania w każdym wierceniu nie jest ustalona, jest stosowany normalny cykl wiercenia.
Cykl realizuje szybkie wiercenie głębokich otworów. Wiercenie polega na cyklicznym nawiercaniu z ustaloną szybkością posuwu i na cofaniu na ustaloną odległość w sposób przerywany aż do osiągnięcia dna otworu. W czasie cofania wiertło wyciąga zeskrawany materiał na zewnątrz otworu.
G83 X(U)_ C(H)_ Z(W)_ R_ Q_ P_ F_ K_ M_ ; lub
G87 Z(W)_ C(H)_ X(U)_ R_ Q_ P_ F_ K_ M_ ;
X_ C_ lub Z_ C_ : Dane położenia otworów
Z_ lub X_ : Odstęp między punktem R a dnem otworu
R_ : Odstęp od poziomu wyjściowego do poziomu punktu R
Q_ : Głębokość skrawania dla każdego posuwu skrawania
P_ : Czas przerwy na dnie otworu
F_ : Szybkość posuwu
K_ : Liczba powtórzeń (jeśli jest potrzebna)
M_ : Kod M do zaciśnięcia osi C (jeśli jest potrzebny.)
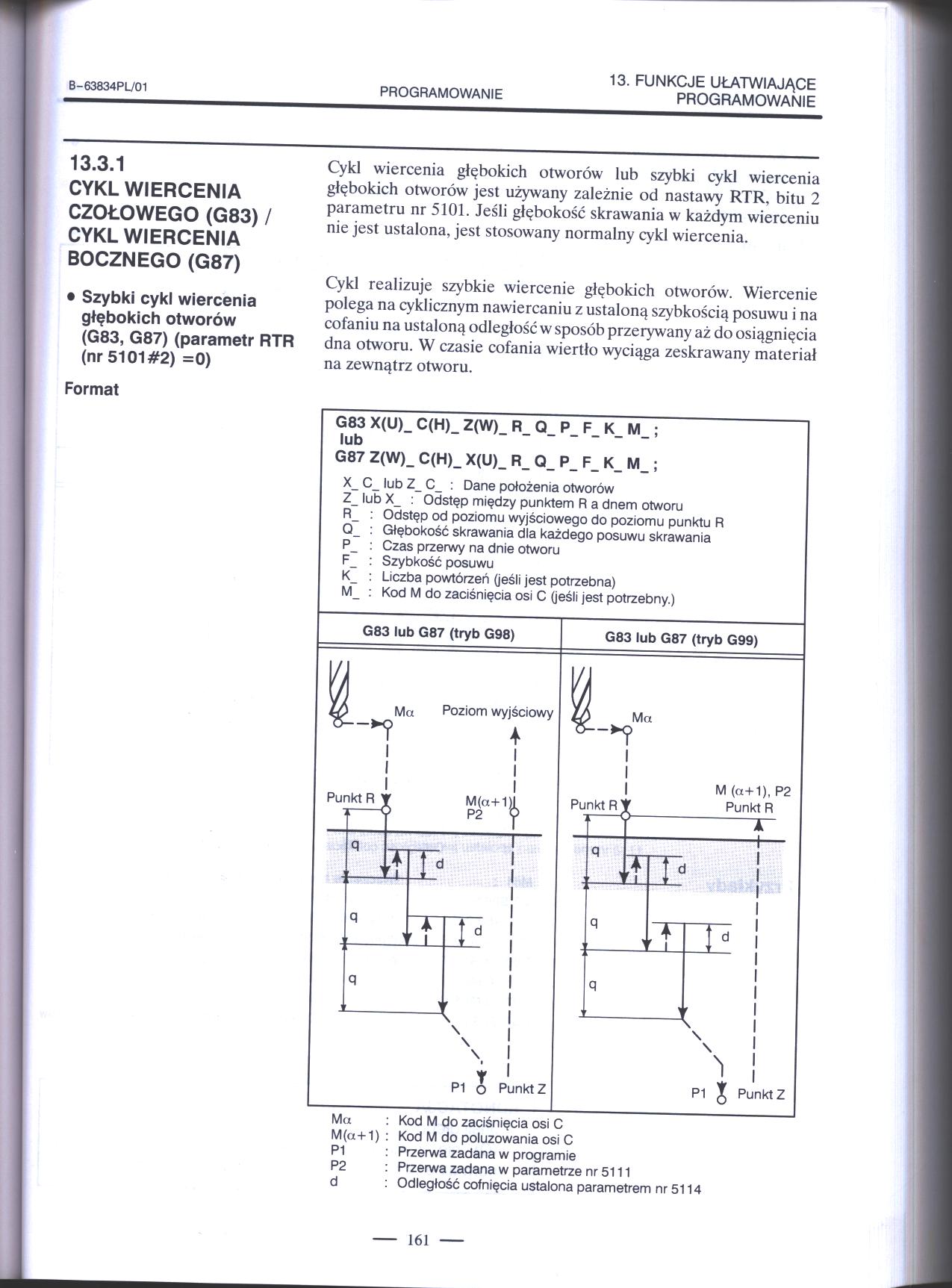
G83 lub G87 (tryb G98)
G83 lub G87 (tryb G99)

Punkt Rł M(a+1)l
|
> P2 y | ||||
|
q ' |
l | |||
|
i |
L- | |||

t
P1 o
I
I
| M (a+1), P2
Punkt RY Punkt R

\ '
P1 £ Punkt Z
Ma : Kod M do zaciśnięcia osi C
M(a+1) : Kod M do poluzowania osi C
P1 : Przerwa zadana w programie
P2 : Przerwa zadana w parametrze nr 5111
d : Odległość cofnięcia ustalona parametrem nr 5114
161
Wyszukiwarka
Podobne podstrony:
150 6 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.3 STAŁY CYKL OBRÓBKI DLA
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE13.1.4Jak korzystać ze stałych cykli
138 6 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.2.2 Usuwanie naddatku
140 4 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEADNOTACJA 1
144 5 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.2.6 Cykl wiercenia średnic
148 5 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEPrzykłady • Przestawne nacinan
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE • Cykl wiercenia (G83 lub
163 4 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.4.3 Cykl szlifowania
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE
167 2 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE Objaśnienia Program do obróbk
169 4 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEPrzykłady (Programowanie średn
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.6.1 Cykl gwintowania czołowego
173 2 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE • Jednostki
157 2 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PU01 13.3.2 CYKL GWINTOWANIA CZOŁOW
B-63834PL/01 PROGRAMOWANIE13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEPowtarzanie wzoru (G73) Wyznaczenie
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Polecenie G28, G30 w trybie
199 3 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Posuw narzędzia wokół zewnętrznej
57 8 B-63834PL/01 PROGRAMOWANIE 4. FUNKCJE INTERPOLACYJNE Przykłady Program do produkcji śrub
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
więcej podobnych podstron