227
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA
• Polecenie G28, G30 w trybie kompensacji promienia ostrza narzędzia
ADNOTACJA
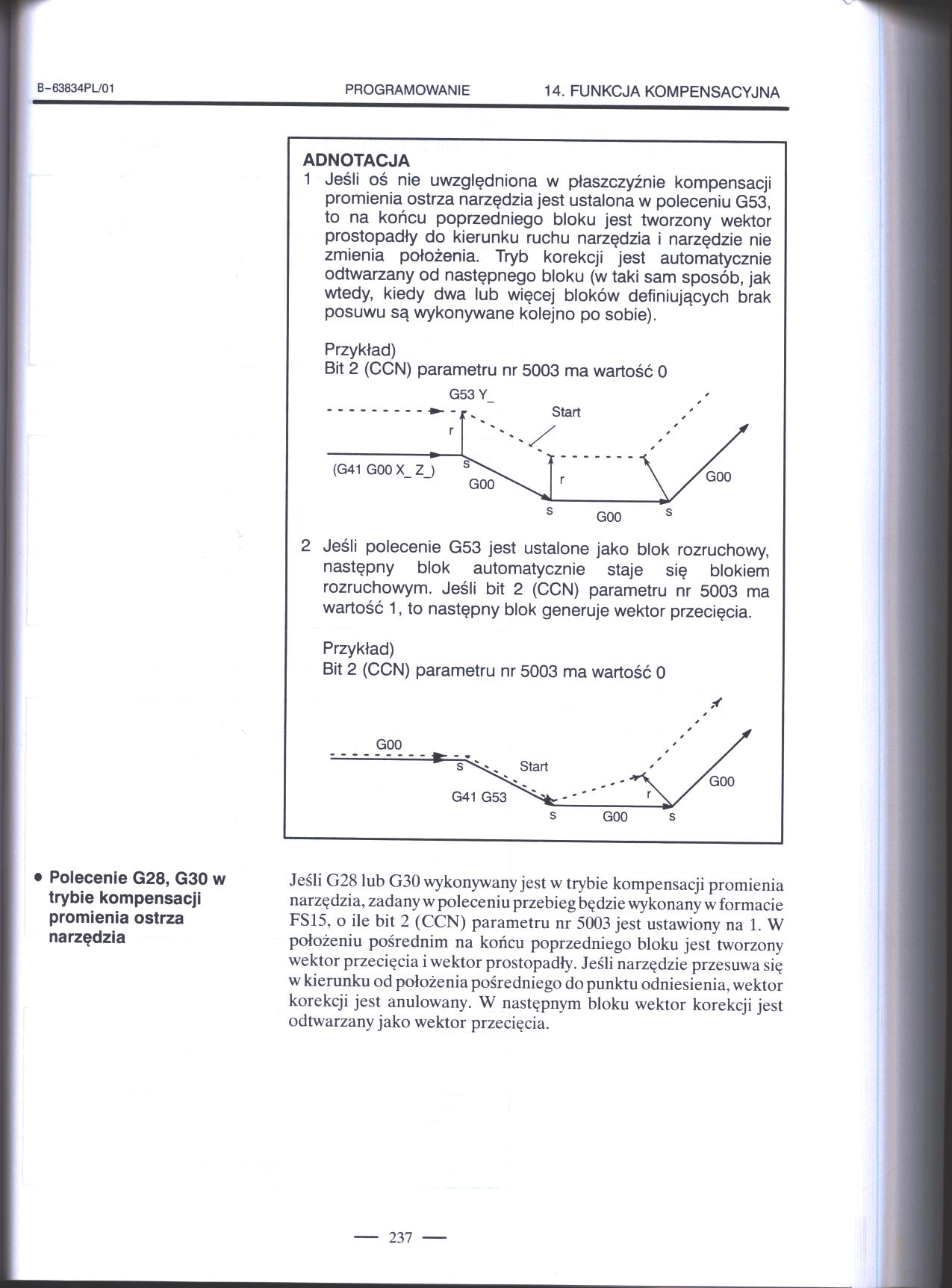
1 Jeśli oś nie uwzględniona w płaszczyźnie kompensacji promienia ostrza narzędzia jest ustalona w poleceniu G53, to na końcu poprzedniego bloku jest tworzony wektor prostopadły do kierunku ruchu narzędzia i narzędzie nie zmienia położenia. Tryb korekcji jest automatycznie odtwarzany od następnego bloku (w taki sam sposób, jak wtedy, kiedy dwa lub więcej bloków definiujących brak posuwu są wykonywane kolejno po sobie).
Przykład)
Bit 2 (CCN) parametru nr 5003 ma wartość 0
G00
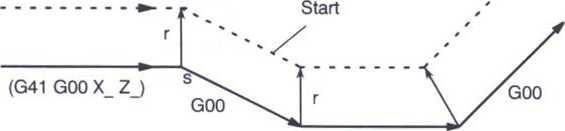
2 Jeśli polecenie G53 jest ustalone jako blok rozruchowy, następny blok automatycznie staje się blokiem rozruchowym. Jeśli bit 2 (CCN) parametru nr 5003 ma wartość 1, to następny blok generuje wektor przecięcia.
Przykład)
Bit 2 (CCN) parametru nr 5003 ma wartość 0
y
s G00 S
Jeśli G28 lub G30 wykonywany jest w trybie kompensacji promienia narzędzia, zadany w poleceniu przebieg będzie wykonany w formacie FS15, o ile bit 2 (CCN) parametru nr 5003 jest ustawiony na 1. W położeniu pośrednim na końcu poprzedniego bloku jest tworzony wektor przecięcia i wektor prostopadły. Jeśli narzędzie przesuwa się w kierunku od położenia pośredniego do punktu odniesienia, wektor korekcji jest anulowany. W następnym bloku wektor korekcji jest odtwarzany jako wektor przecięcia.
- 237 -
Wyszukiwarka
Podobne podstrony:
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA OSTRZEŻENIE 1 Jeśli polecenie G53 jest
B-63834PL701 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Polecenie G28 lub G30 w trybie
199 3 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Posuw narzędzia wokół zewnętrznej
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Przykłady 1. Kiedy numer
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Ręczny dojazd do punktu
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Tabela 14.2.3 (b) Korekcja zużycia
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Położenie obrabianego przedmiotu można
193 2 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA 14.2.5Uwagi dotyczące kompensacji
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
197 3 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14.
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Tor punktu środkowego ostrza narzędzia
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA• Blok bez posuwu narzędzia • Blok bez
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA14.3.4Posuw narzędzia w zakończeniu
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
więcej podobnych podstron