211
• Blok bez zdefiniowanego posuwu narzędzia w trybie korekcji narzędzi
W następujących blokach nie występuje posuw narzędzia. Narzędzie nie przemieści się, nawet jeśli jest włączona kompensacja promienia ostrza narzędzia.
1. M05 ; Wyjście kodu M 2.S21 ; Wyjście kodu S
3. G04X10.0; Przerwa
4. G10 P01 X10Z20 R10.0 ; Nastawa wartości kompensacji
promienia ostrza narzędzia
5. (G17) Z200.0 ; Polecenie przesunięcia ruchu nie
uwzględnione w płaszczyźnie korekcji.
6. G98 ; Tylko kod G
7. X0 ; Odległość przemieszczenia wynosi zero.
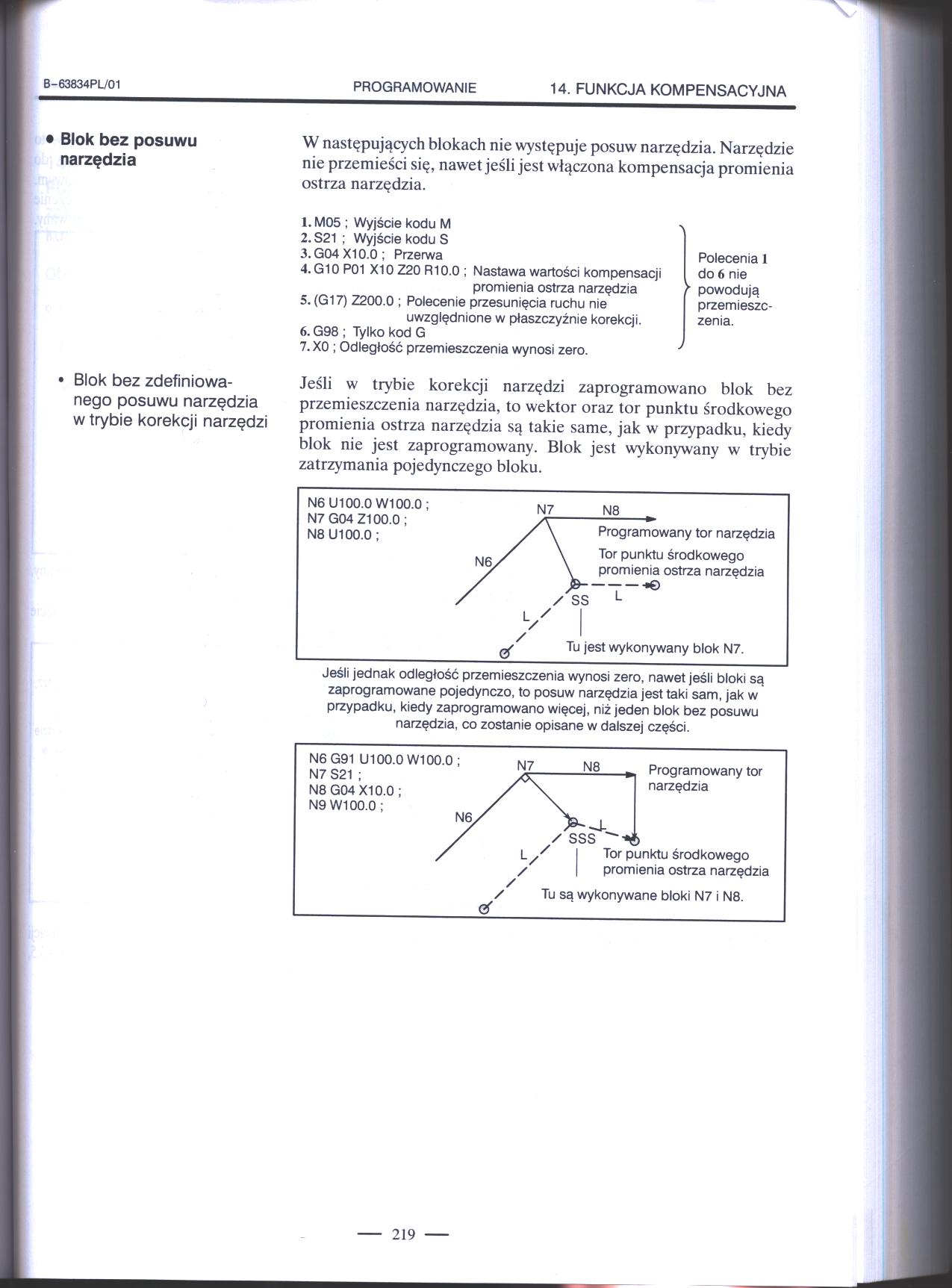
Jeśli w trybie korekcji narzędzi zaprogramowano blok bez przemieszczenia narzędzia, to wektor oraz tor punktu środkowego promienia ostrza narzędzia są takie same, jak w przypadku, kiedy blok nie jest zaprogramowany. Blok jest wykonywany w trybie zatrzymania pojedynczego bloku.
Polecenia 1 do 6 nie r powodują przemieszczenia.
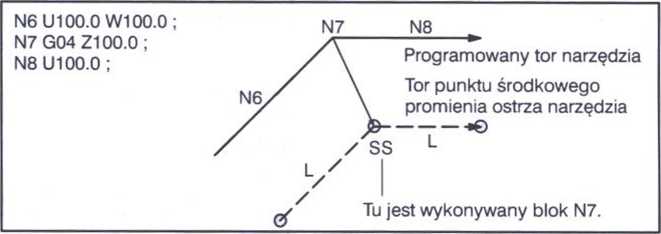
Jeśli jednak odległość przemieszczenia wynosi zero, nawet jeśli bloki są zaprogramowane pojedynczo, to posuw narzędzia jest taki sam, jak w przypadku, kiedy zaprogramowano więcej, niż jeden blok bez posuwu narzędzia, co zostanie opisane w dalszej części.
N6G91 U100.0 W100.0 N7 S21 ;
N8 G04 X10.0 ;
N9 W100.0 ;
Programowany tor narzędzia
/
/
-4-
Wyszukiwarka
Podobne podstrony:
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Polecenie G28, G30 w trybie
199 3 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Posuw narzędzia wokół zewnętrznej
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Przykłady 1. Kiedy numer
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Ręczny dojazd do punktu
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Tabela 14.2.3 (b) Korekcja zużycia
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Położenie obrabianego przedmiotu można
193 2 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA 14.2.5Uwagi dotyczące kompensacji
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
197 3 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14.
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Tor punktu środkowego ostrza narzędzia
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA14.3.4Posuw narzędzia w zakończeniu
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
więcej podobnych podstron