187
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA
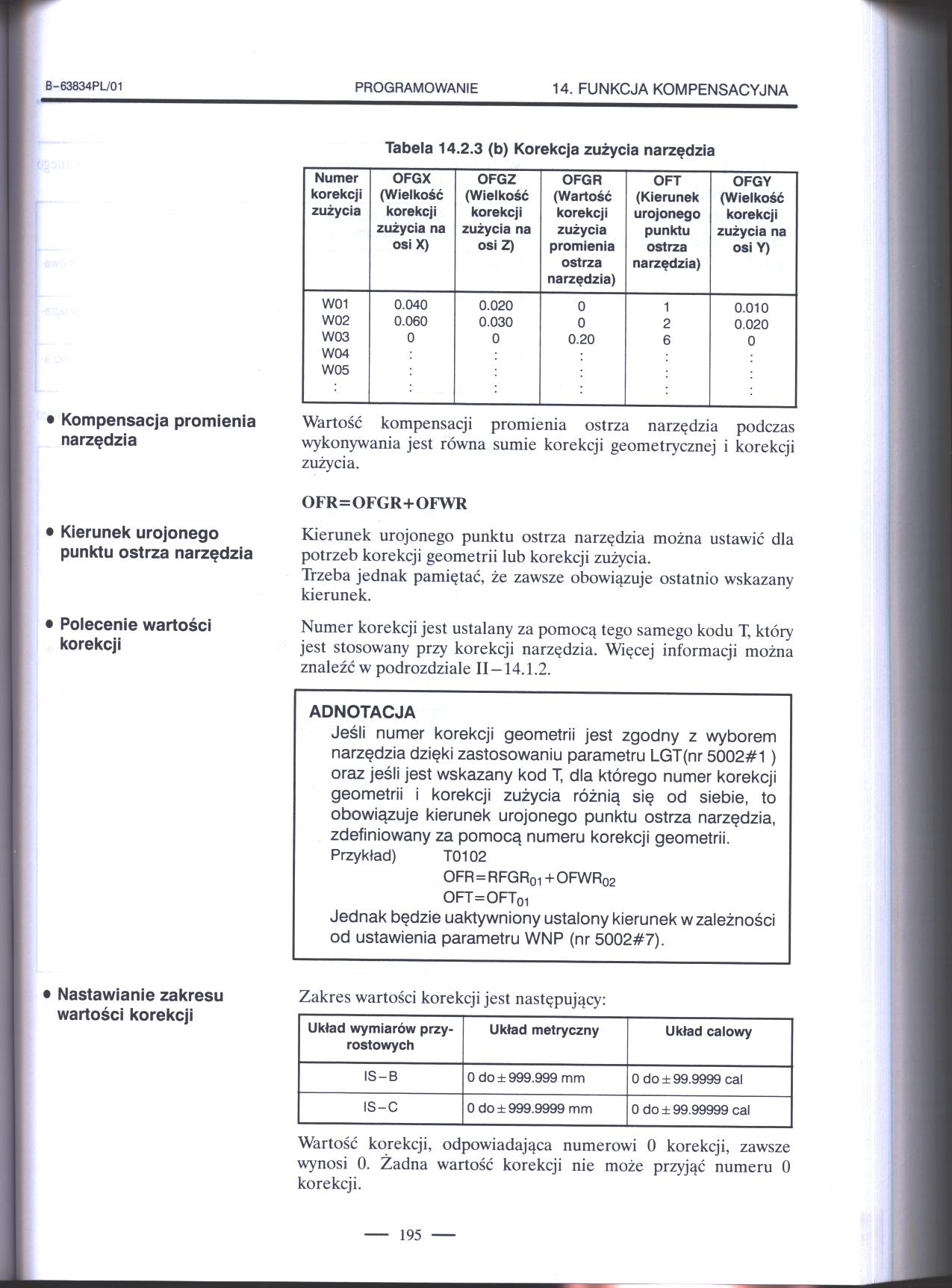
Tabela 14.2.3 (b) Korekcja zużycia narzędzia
|
Numer korekcji zużycia |
OFGX (Wielkość korekcji zużycia na osi X) |
OFGZ (Wielkość korekcji zużycia na osi Z) |
OFGR (Wartość korekcji zużycia promienia ostrza narzędzia) |
OFT (Kierunek urojonego punktu ostrza narzędzia) |
OFGY (Wielkość korekcji zużycia na osi Y) | |||||
|
W01 W02 W03 W04 W05 |
O.C o.c |
(40 60 |
0.0 O.C |
20 30 |
C ( 0. |
20 |
• t |
O.C O.C |
10 20 | |
• Kompensacja promienia narzędzia
• Kierunek urojonego punktu ostrza narzędzia
• Polecenie wartości korekcji
Wartość kompensacji promienia ostrza narzędzia podczas wykonywania jest równa sumie korekcji geometrycznej i korekcji zużycia.
OFR=OFGR+OFWR
Kierunek urojonego punktu ostrza narzędzia można ustawić dla potrzeb korekcji geometrii lub korekcji zużycia.
Trzeba jednak pamiętać, że zawsze obowiązuje ostatnio wskazany kierunek.
Numer korekcji jest ustalany za pomocą tego samego kodu T, który jest stosowany przy korekcji narzędzia. Więcej informacji można znaleźć w podrozdziale II-14.1.2.
ADNOTACJA
Jeśli numer korekcji geometrii jest zgodny z wyborem narzędzia dzięki zastosowaniu parametru LGT(nr 5002# 1 ) oraz jeśli jest wskazany kod T, dla którego numer korekcji geometrii i korekcji zużycia różnią się od siebie, to obowiązuje kierunek urojonego punktu ostrza narzędzia, zdefiniowany za pomocą numeru korekcji geometrii. Przykład) T0102
OFR = RFGR0i+OFWR02 OFT=OFTqi
Jednak będzie uaktywniony ustalony kierunek w zależności od ustawienia parametru WNP (nr 5002#7).
Zakres wartości korekcji jest następujący:
|
Układ wymiarów przyrostowych |
Układ metryczny |
Układ calowy |
|
IS-B |
0 do ±999.999 mm |
0 do ±99.9999 cal |
|
IS-C |
0 do ± 999.9999 mm |
0 do ±99.99999 cal |
Wartość korekcji, odpowiadająca numerowi 0 korekcji, zawsze wynosi 0. Żadna wartość korekcji nie może przyjąć numeru 0 korekcji.
195 —
Wyszukiwarka
Podobne podstrony:
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Polecenie G28, G30 w trybie
199 3 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Posuw narzędzia wokół zewnętrznej
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Przykłady 1. Kiedy numer
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Ręczny dojazd do punktu
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Położenie obrabianego przedmiotu można
193 2 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA 14.2.5Uwagi dotyczące kompensacji
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
197 3 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14.
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Tor punktu środkowego ostrza narzędzia
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA• Blok bez posuwu narzędzia • Blok bez
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA14.3.4Posuw narzędzia w zakończeniu
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
więcej podobnych podstron