223

B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA
14.3.9
Polecenia G53, G28 i G30 w trybie kompensacji promienia ostrza narzędzia
Objaśnienia
• Polecenie G53 w trybie kompensacji promienia ostrza narzędzia
• Jeśli polecenie G53 jest wykonane w trybie kompensacji ostrza narzędzia, to wektor kompensacji ostrza narzędzia jest automatycznie anulowany przed pozycjonowaniem i automatycznie odtwarzany przed następnym poleceniem posuwu. Forma odtworzenia wektora kompensacji ostrza narzędzia jest typu FS16, jeśli bit 2 (CCN) parametru nr 5003 ma wartość 0 lub typu FS15, jeśli bit ten ma wartość 1.
• Jeśli polecenie G28 lub G30 wykonywany jest w trybie kompensacji promienia narzędzia, wektor kompensacji promienia narzędzia jest automatycznie anulowany przed automatycznym powrotem do punktu referencyjnego i automatycznie również wznawiany przed następnym poleceniem przemieszczenia. Określanie czasu i format anulowania i odtwarzania wektora kompensacji promienia ostrza narzędzia jest typu FS15, jeśli bit 2 (CCN) parametru nr 5003 ma wartość 1 lub typu FS16, jeśli bit ten ma wartość 0.
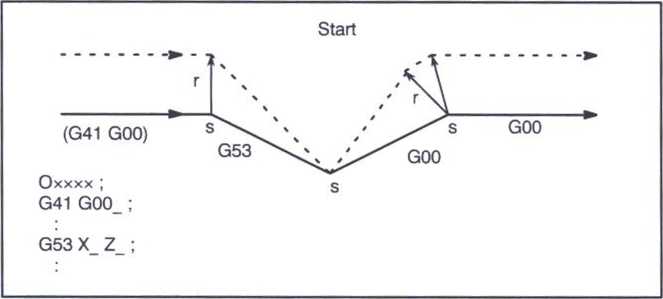
Kiedy polecenie G53 jest wydane w trybie kompensacji promienia ostrza narzędzia, na końcu poprzedniego bloku jest tworzony wektor o długości równej wartości korekcji, prostopadły do kierunku, w którym przesuwa się narzędzie. Jeśli narzędzie przesuwa się w kierunku pozycji ustalonej zgodnie z poleceniem G53, wektor korekcji jest anulowany. Jeśli narzędzie przesuwa się zgodnie z następnym poleceniem, wektor korekcji jest automatycznie odtwarzany. Format odtwarzania wektora kompensacji promienia ostrza narzędzia jest typu rozruchowego, jeśli bit 2 (CCN) parametru nr 5003 ma wartość 0, lub typu wektora przecięcia (FS15), jeśli bit ten ma wartość 1.
• Polecenie G53 w trybie korekcji
□ Jeśli bit 2 (CCN) parametru nr 5003 ma wartość 0
Q Jeśli bit 2 (CCN) parametru nr 5003 ma wartość 1

- 233 -
Wyszukiwarka
Podobne podstrony:
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Przyrostowe polecenie G53 w trybie
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Polecenie G28, G30 w trybie
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
199 3 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Posuw narzędzia wokół zewnętrznej
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14.3.3 Posuw narzędzia w trybie
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Przykłady 1. Kiedy numer
180 3 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Ręczny dojazd do punktu
182 3 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01• Anulowanie korekcji
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Tabela 14.2.3 (b) Korekcja zużycia
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Położenie obrabianego przedmiotu można
190 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
192 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
193 2 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA 14.2.5Uwagi dotyczące kompensacji
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
197 3 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14.
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Posuw narzędzia wokół zewnętrznej
więcej podobnych podstron