182 3
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01
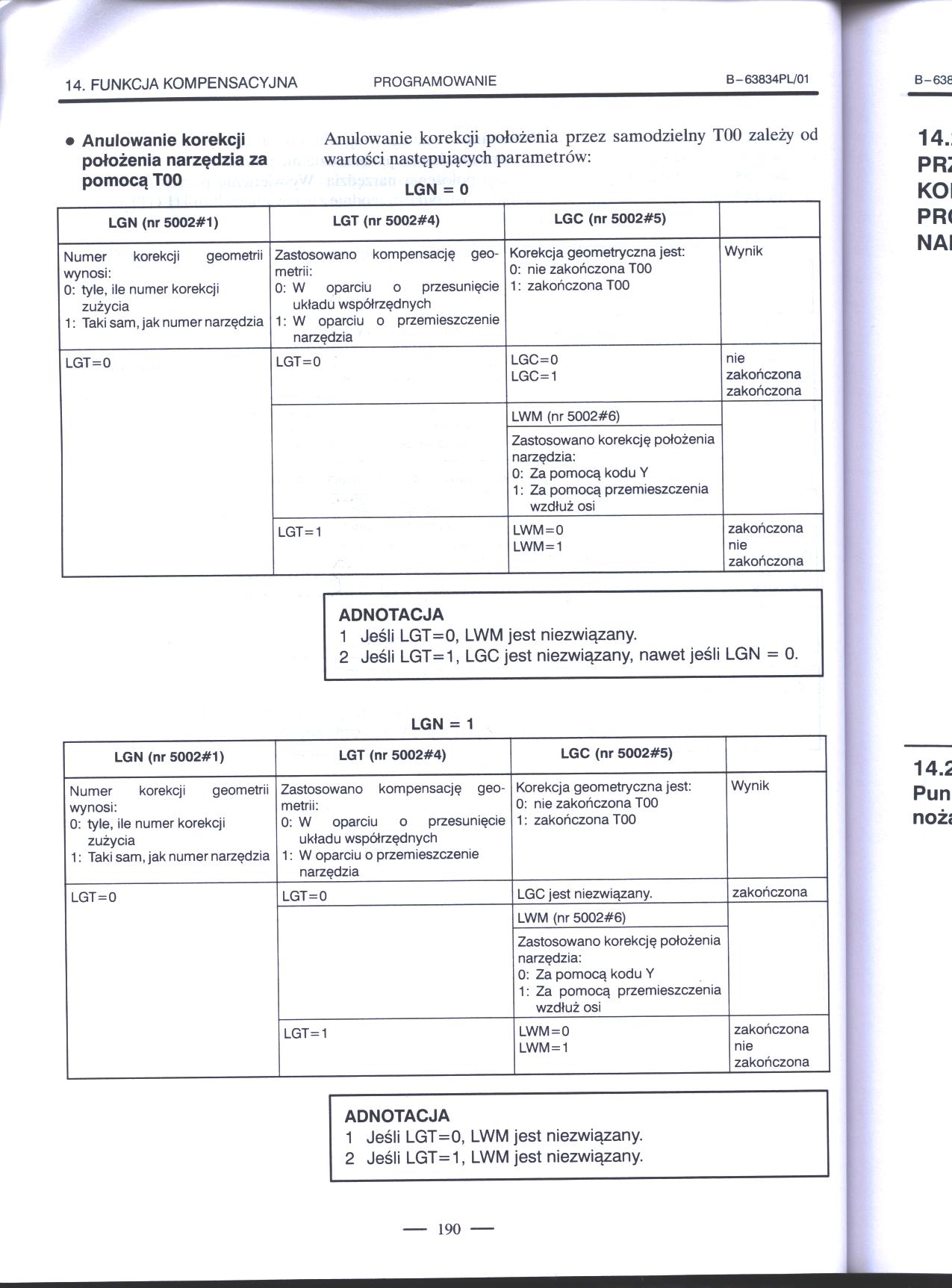
• Anulowanie korekcji Anulowanie korekcji położenia przez samodzielny T00 zależy od
położenia narzędzia za wartości następujących parametrów:
pomocą T00 LGN = 0
|
LGN (nr 5002#1) |
LGT (nr 5002#4) |
LGC (nr 5002#5) | |
|
Numer korekcji geometrii wynosi: 0: tyle, ile numer korekcji zużycia 1: Taki sam, jak numer narzędzia |
Zastosowano kompensację geometrii: 0: W oparciu o przesunięcie układu współrzędnych 1: W oparciu o przemieszczenie narzędzia |
Korekcja geometryczna jest: 0: nie zakończona T00 1: zakończona T00 |
Wynik |
|
LGT=0 |
LGT=0 |
LGC=0 LGC=1 |
nie zakończona zakończona |
|
LWM (nr 5002#6) Zastosowano korekcję położenia narzędzia: 0: Za pomocą kodu Y 1: Za pomocą przemieszczenia wzdłuż osi | |||
|
LGT=1 |
ii 2 2 II II o |
zakończona nie zakończona |
ADNOTACJA
1 Jeśli LGT=0, LWM jest niezwiązany.
2 Jeśli LGT=1, LGC jest niezwiązany, nawet jeśli LGN = 0.
LGN = 1
|
LGN (nr 5002#1) |
LGT (nr 5002#4) |
LGC (nr 5002#5) | |
|
Numer korekcji geometrii wynosi: 0: tyle, ile numer korekcji zużycia 1: Taki sam, jak numer narzędzia |
Zastosowano kompensację geometrii: 0: W oparciu o przesunięcie układu współrzędnych 1: W oparciu o przemieszczenie narzędzia |
Korekcja geometryczna jest: 0: nie zakończona T00 1: zakończona T00 |
Wynik |
|
LGT=0 |
LGT=0 |
LGC jest niezwiązany. |
zakończona |
|
LWM (nr 5002#6) | |||
|
Zastosowano korekcję położenia narzędzia: 0: Za pomocą kodu Y 1: Za pomocą przemieszczenia wzdłuż osi | |||
|
LGT=1 |
LWM = 0 LWM = 1 |
zakończona nie zakończona |
Wyszukiwarka
Podobne podstrony:
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Przyrostowe polecenie G53 w trybie
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14.3.3 Posuw narzędzia w trybie
180 3 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
190 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
192 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Posuw narzędzia wokół zewnętrznej
204 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
208 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01• Tor punktu środkowego ostrza narzęd
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PI/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Przemieszczenie krawędziowe 14. FUNKCJA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Założenie wystąpienia interferencji,
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
222 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14.3.8Ogólne środki ostrożności w pr
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Polecenie G28 lub G30 w trybie
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 OSTRZEŻENIE 1 Jeśli wykonywane jest polece
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14.4 WARTOŚCI KOMPENSACJI NARZĘDZIA,
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
więcej podobnych podstron