230
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01
OSTRZEŻENIE
1 Jeśli wykonywane jest polecenie G28 lub G30 przy aktywnej blokadzie wszystkich osi maszyny, w położeniu pośrednim zostaje utworzony wektor prostopadły do kierunku ruchu narzędzia. W takim przypadku narzędzie nie przesuwa się do położenia odniesienia i wektor korekcji nie jest anulowany. Jeśli bit 2 (CCN) parametru nr 5003 ma wartość 0 lub jeśli zastosowano blokadę każdej osi maszyny, to wektor korekcji jest anulowany.
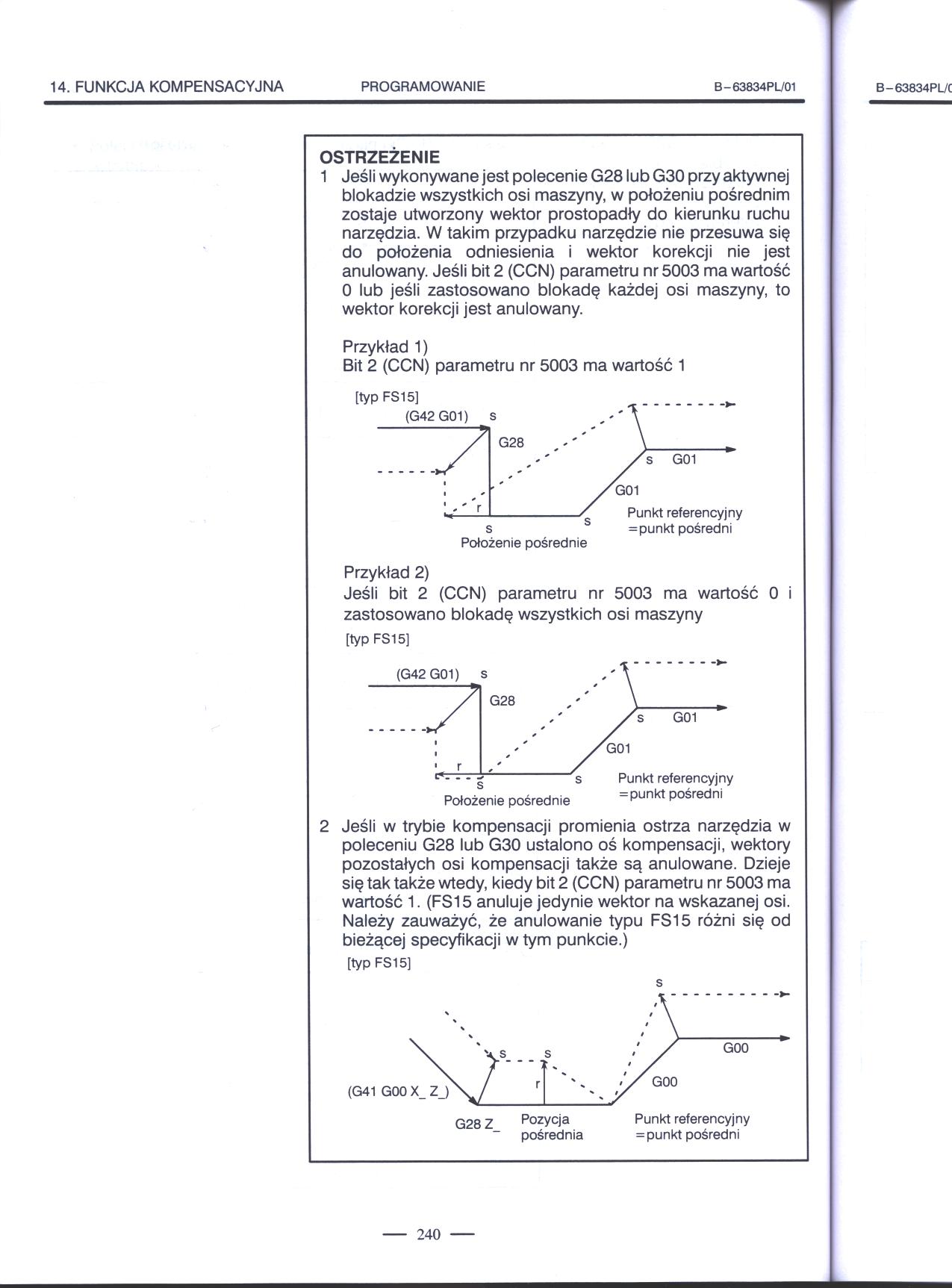
Przykład 1)
Bit 2 (CCN) parametru nr 5003 ma wartość 1
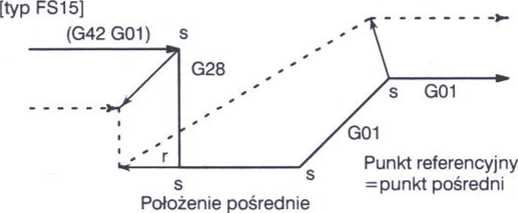
Przykład 2)
Jeśli bit 2 (CCN) parametru nr 5003 ma wartość 0 i zastosowano blokadę wszystkich osi maszyny
[typ FS15]
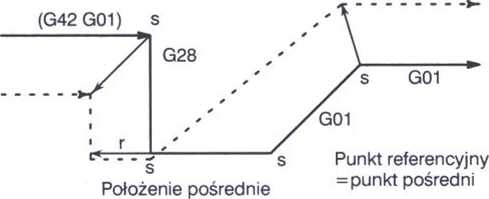
2 Jeśli w trybie kompensacji promienia ostrza narzędzia w poleceniu G28 lub G30 ustalono oś kompensacji, wektory pozostałych osi kompensacji także są anulowane. Dzieje się tak także wtedy, kiedy bit 2 (CCN) parametru nr 5003 ma wartość 1. (FS15 anuluje jedynie wektor na wskazanej osi. Należy zauważyć, że anulowanie typu FS15 różni się od bieżącej specyfikacji w tym punkcie.)
[typ FS15]
s
- 240 -
Wyszukiwarka
Podobne podstrony:
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Przyrostowe polecenie G53 w trybie
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14.3.3 Posuw narzędzia w trybie
180 3 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
182 3 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01• Anulowanie korekcji
190 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
192 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Posuw narzędzia wokół zewnętrznej
204 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
208 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01• Tor punktu środkowego ostrza narzęd
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PI/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Przemieszczenie krawędziowe 14. FUNKCJA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Założenie wystąpienia interferencji,
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
222 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14.3.8Ogólne środki ostrożności w pr
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Polecenie G28 lub G30 w trybie
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14.4 WARTOŚCI KOMPENSACJI NARZĘDZIA,
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
więcej podobnych podstron