220
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01
• Obróbka stopnia mniejszego, niż promień ostrza narzędzia
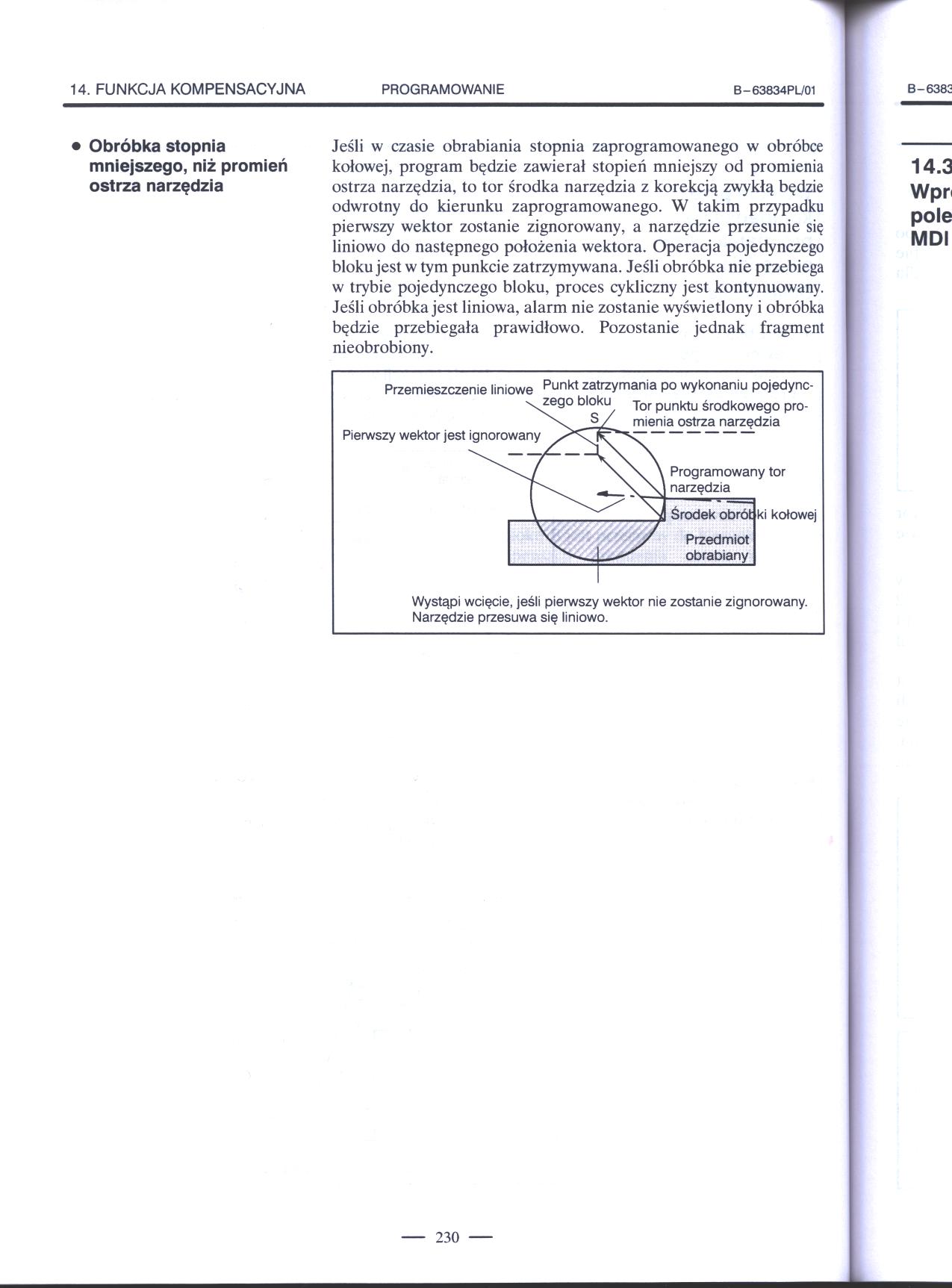
Jeśli w czasie obrabiania stopnia zaprogramowanego w obróbce kołowej, program będzie zawierał stopień mniejszy od promienia ostrza narzędzia, to tor środka narzędzia z korekcją zwykłą będzie odwrotny do kierunku zaprogramowanego. W takim przypadku pierwszy wektor zostanie zignorowany, a narzędzie przesunie się liniowo do następnego położenia wektora. Operacja pojedynczego bloku jest w tym punkcie zatrzymywana. Jeśli obróbka nie przebiega w trybie pojedynczego bloku, proces cykliczny jest kontynuowany. Jeśli obróbka jest liniowa, alarm nie zostanie wyświetlony i obróbka będzie przebiegała prawidłowo. Pozostanie jednak fragment nieobrobiony.
Przemieszczenie liniowe Punkt zatrzymania po wykonaniu pojedynczego bloku jor punktu środkowego pro-____mienia ostrza narzędzia
Pierwszy wektor jest ignorowany
Programowany tor narzędzia
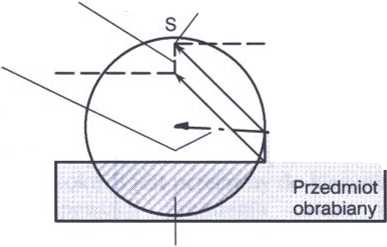
Wystąpi wcięcie, jeśli pierwszy wektor nie zostanie zignorowany. Narzędzie przesuwa się liniowo.
Środek obrót ki kołowej
230 -
Wyszukiwarka
Podobne podstrony:
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Przyrostowe polecenie G53 w trybie
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14.3.3 Posuw narzędzia w trybie
180 3 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
182 3 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01• Anulowanie korekcji
190 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
192 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Posuw narzędzia wokół zewnętrznej
204 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
208 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01• Tor punktu środkowego ostrza narzęd
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PI/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Przemieszczenie krawędziowe 14. FUNKCJA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Założenie wystąpienia interferencji,
222 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14.3.8Ogólne środki ostrożności w pr
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Polecenie G28 lub G30 w trybie
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 OSTRZEŻENIE 1 Jeśli wykonywane jest polece
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14.4 WARTOŚCI KOMPENSACJI NARZĘDZIA,
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
więcej podobnych podstron