232
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01
14.4
WARTOŚCI KOMPENSACJI NARZĘDZIA, NUMER WARTOŚCI KOMPENSACJI I WPROWADZANIE WARTOŚCI Z PROGRAMU (G10)
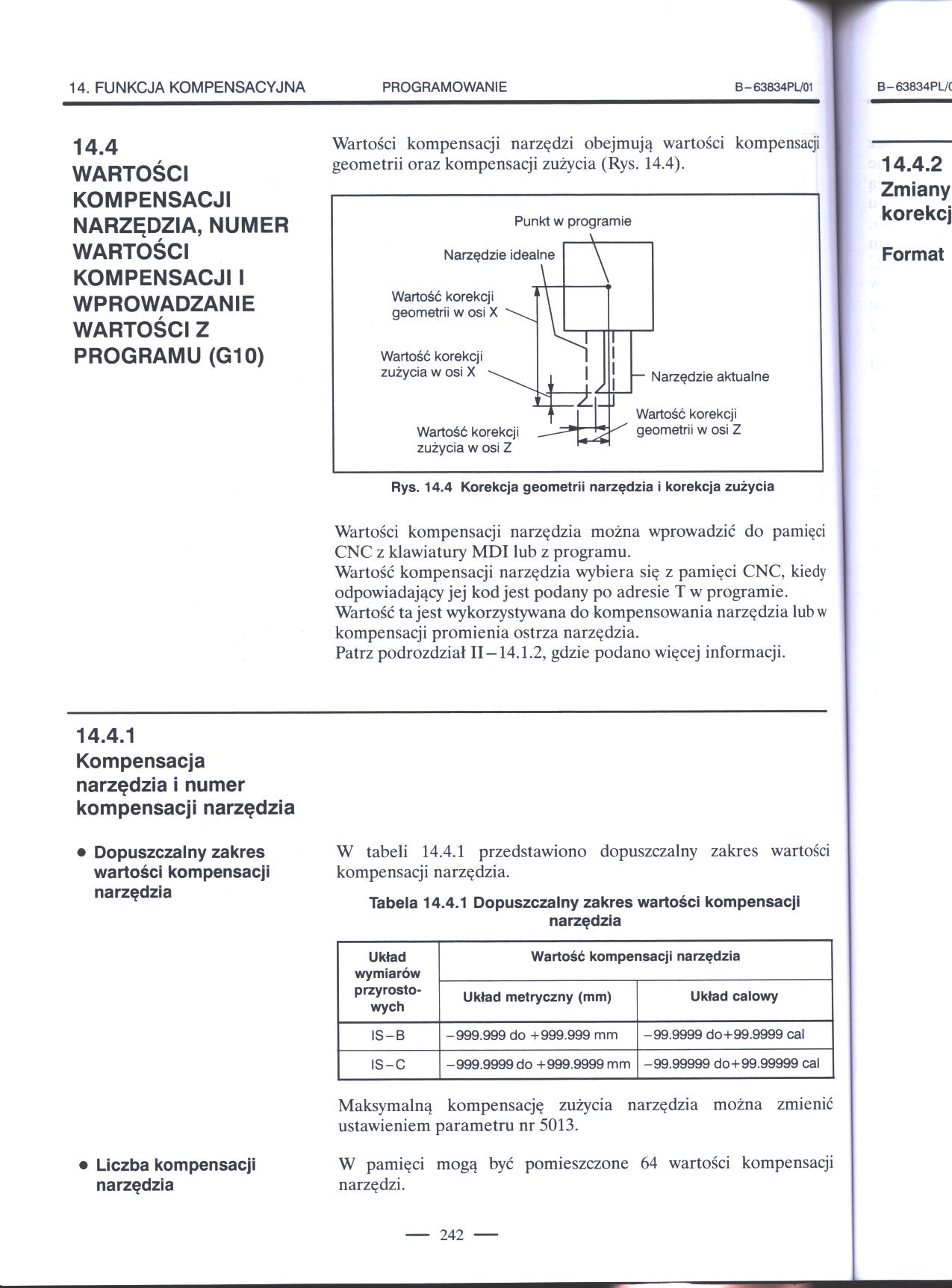
Wartości kompensacji narzędzi obejmują wartości kompensacji geometrii oraz kompensacji zużycia (Rys. 14.4).

Rys. 14.4 Korekcja geometrii narzędzia i korekcja zużycia
Wartości kompensacji narzędzia można wprowadzić do pamięci CNC z klawiatury MDI lub z programu.
Wartość kompensacji narzędzia wybiera się z pamięci CNC, kiedy odpowiadający jej kod jest podany po adresie T w programie. Wartość ta jest wykorzystywana do kompensowania narzędzia lub w kompensacji promienia ostrza narzędzia.
Patrz podrozdział II-14.1.2, gdzie podano więcej informacji.
14.4.1
Kompensacja narzędzia i numer kompensacji narzędzia
• Dopuszczalny zakres wartości kompensacji narzędzia
W tabeli 14.4.1 przedstawiono dopuszczalny zakres wartości kompensacji narzędzia.
Tabela 14.4.1 Dopuszczalny zakres wartości kompensacji
narzędzia
|
Układ wymiarów przyrosto wych |
Wartość kompensacji narzędzia | |
|
Układ metryczny (mm) |
Układ calowy | |
|
IS-B |
-999.999 do +999.999 mm |
-99.9999 do+99.9999 cal |
|
IS-C |
-999.9999 do +999.9999 mm |
-99.99999 do+99.99999 cal |
Maksymalną kompensację zużycia narzędzia można zmienić ustawieniem parametru nr 5013.
• Liczba kompensacji narzędzia
W pamięci mogą być pomieszczone 64 wartości kompensacji narzędzi.
242 -
Wyszukiwarka
Podobne podstrony:
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Przyrostowe polecenie G53 w trybie
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14.3.3 Posuw narzędzia w trybie
180 3 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
182 3 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01• Anulowanie korekcji
190 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
192 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Posuw narzędzia wokół zewnętrznej
204 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
208 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01• Tor punktu środkowego ostrza narzęd
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PI/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Przemieszczenie krawędziowe 14. FUNKCJA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Założenie wystąpienia interferencji,
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
222 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14.3.8Ogólne środki ostrożności w pr
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Polecenie G28 lub G30 w trybie
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 OSTRZEŻENIE 1 Jeśli wykonywane jest polece
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
więcej podobnych podstron