192 2
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01
Pozycja obrabianego przedmiotu, zdefiniowana adresami I oraz K jest taka sama, jak w poprzednim bloku.
|
G40 X_ Z_ l_ K_ ; |
Kompensacja promienia narzędzia |
|
G40 G02 X_ Z_ l_ K_ ; |
Interpolacja kołowa |
Jeśli I lub K są zdefiniowane wraz z G40 w trybie anulowania, to I i K są ignorowane.
Wartość występująca po I i K zawsze powinna być podana jako wartość promienia.
G40 GOI X_ Z_;
G40 GOI X_ Z_ I_ K_; Koniec trybu korekcji (I i k są nieaktywne).
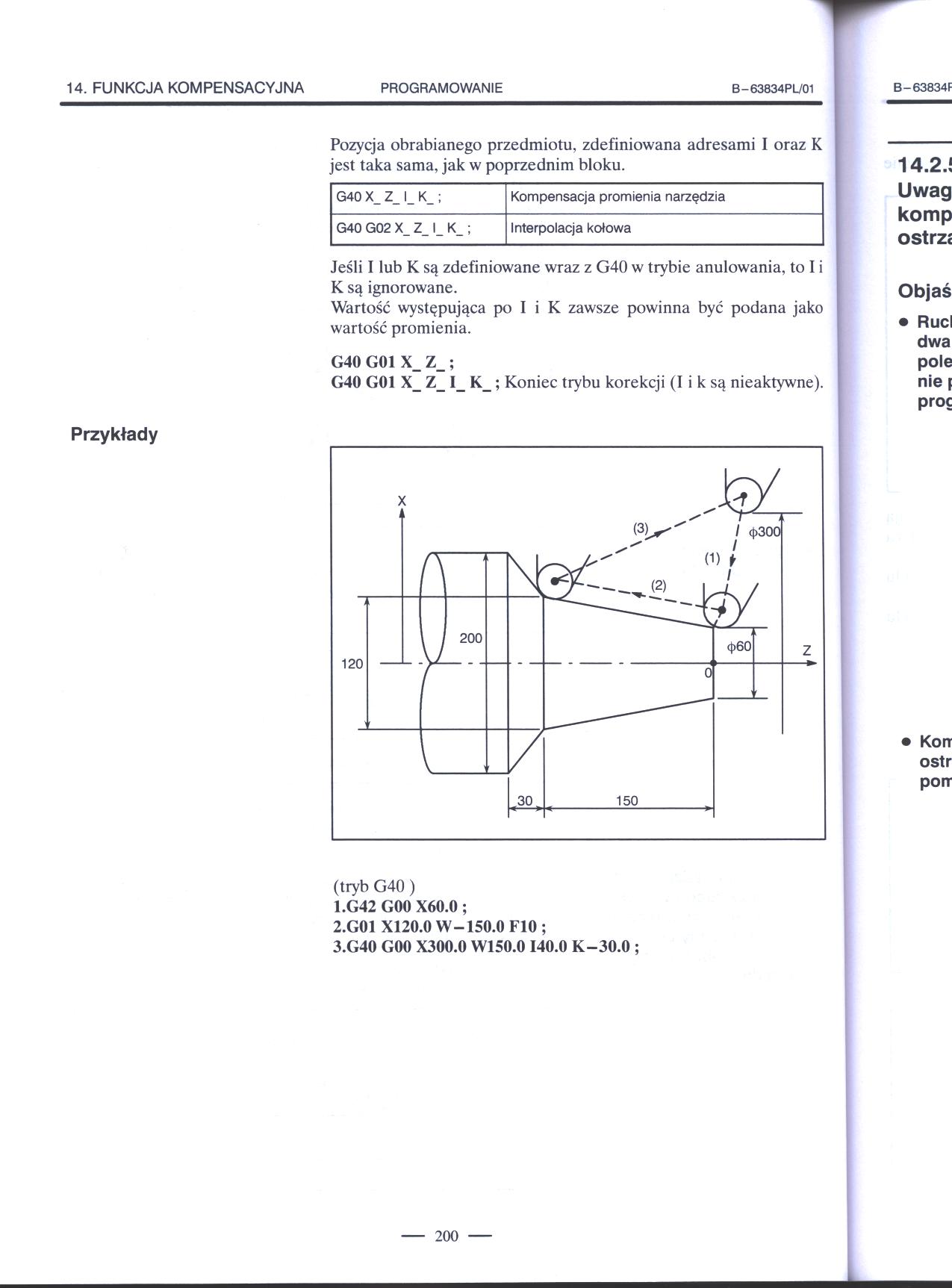
Przykłady
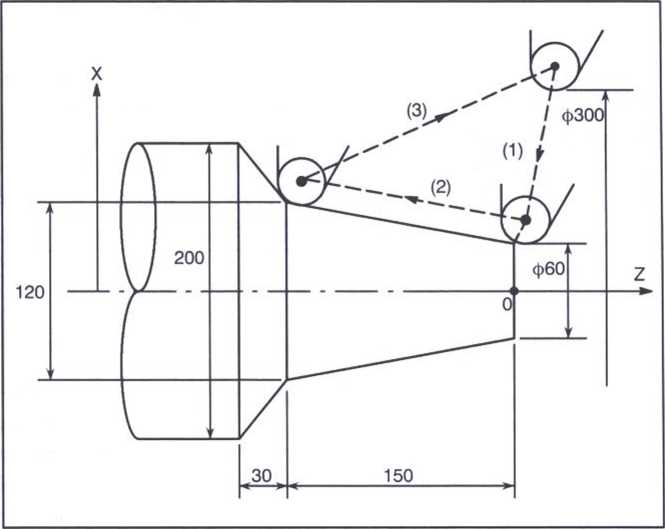
(tryb G40)
1. G42 G00 X60.0;
2. G01 X120.0 W-150.0 F10 ;
3. G40 G00 X300.0 W150.0 140.0 K-30.0 ;
- 200 -
Wyszukiwarka
Podobne podstrony:
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Przyrostowe polecenie G53 w trybie
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14.3.3 Posuw narzędzia w trybie
180 3 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
182 3 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01• Anulowanie korekcji
190 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Posuw narzędzia wokół zewnętrznej
204 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
208 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01• Tor punktu środkowego ostrza narzęd
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PI/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Przemieszczenie krawędziowe 14. FUNKCJA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Założenie wystąpienia interferencji,
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
222 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14.3.8Ogólne środki ostrożności w pr
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Polecenie G28 lub G30 w trybie
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 OSTRZEŻENIE 1 Jeśli wykonywane jest polece
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14.4 WARTOŚCI KOMPENSACJI NARZĘDZIA,
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
więcej podobnych podstron