181
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA
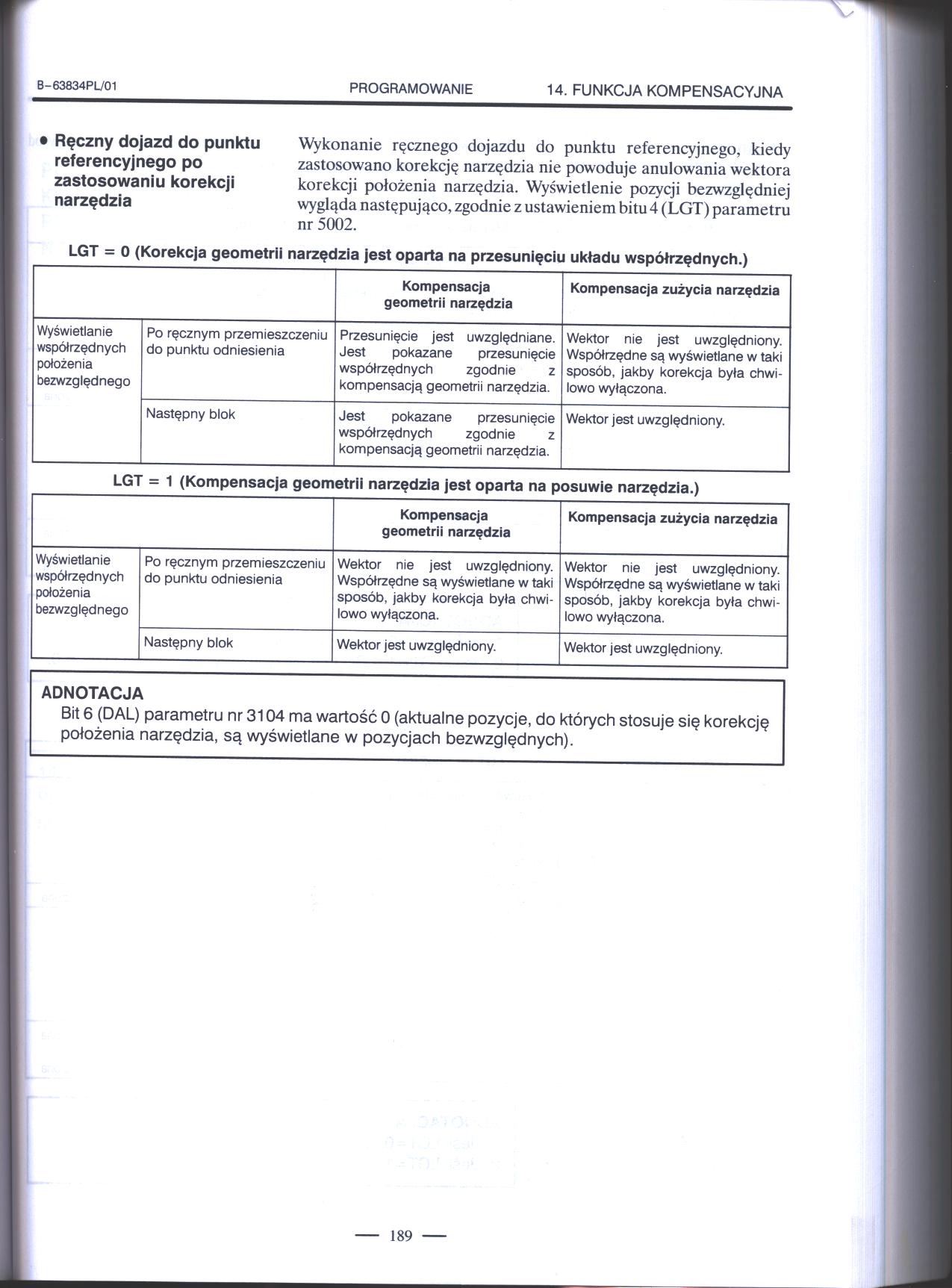
• Ręczny dojazd do punktu Wykonanie ręcznego dojazdu do punktu referencyjnego, kiedy
referencyjnego po zastosowano korekcję narzędzia nie powoduje anulowania wektora
zastosowaniu korekcji korekcji położenia narzędzia. Wyświetlenie pozycji bezwzględniej
narzędzia wygląda następująco, zgodnie z ustawieniem bitu 4 (LGT) parametru
nr 5002.
LGT = 0 (Korekcja geometrii narzędzia jest oparta na przesunięciu układu współrzędnych.)
|
Kompensacja geometrii narzędzia |
Kompensacja zużycia narzędzia | ||
|
Wyświetlanie współrzędnych położenia bezwzględnego |
Po ręcznym przemieszczeniu do punktu odniesienia |
Przesunięcie jest uwzględniane. Jest pokazane przesunięcie współrzędnych zgodnie z kompensacją geometrii narzędzia. |
Wektor nie jest uwzględniony. Współrzędne są wyświetlane w taki sposób, jakby korekcja była chwilowo wyłączona. |
|
Następny blok |
Jest pokazane przesunięcie współrzędnych zgodnie z kompensacją geometrii narzędzia. |
Wektor jest uwzględniony. | |
LGT = 1 (Kompensacja geometrii narzędzia jest oparta na posuwie narzędzia.)
ADNOTACJA
Bit 6 (DAL) parametru nr 3104 ma wartość 0 (aktualne pozycje, do których stosuje się korekcję położenia narzędzia, są wyświetlane w pozycjach bezwzględnych).
|
Kompensacja geometrii narzędzia |
Kompensacja zużycia narzędzia | ||
|
Wyświetlanie współrzędnych położenia bezwzględnego |
Po ręcznym przemieszczeniu do punktu odniesienia |
Wektor nie jest uwzględniony. Współrzędne są wyświetlane w taki sposób, jakby korekcja była chwilowo wyłączona. |
Wektor nie jest uwzględniony. Współrzędne są wyświetlane w taki sposób, jakby korekcja była chwilowo wyłączona. |
|
Następny blok |
Wektor jest uwzględniony. |
Wektor jest uwzględniony. | |
189 —
Wyszukiwarka
Podobne podstrony:
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Polecenie G28, G30 w trybie
199 3 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Posuw narzędzia wokół zewnętrznej
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Przykłady 1. Kiedy numer
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Tabela 14.2.3 (b) Korekcja zużycia
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Położenie obrabianego przedmiotu można
193 2 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA 14.2.5Uwagi dotyczące kompensacji
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
197 3 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14.
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Tor punktu środkowego ostrza narzędzia
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA• Blok bez posuwu narzędzia • Blok bez
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA14.3.4Posuw narzędzia w zakończeniu
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
więcej podobnych podstron