233
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA
14.4.2
Zmiany wartości korekcji narzędzi
Format
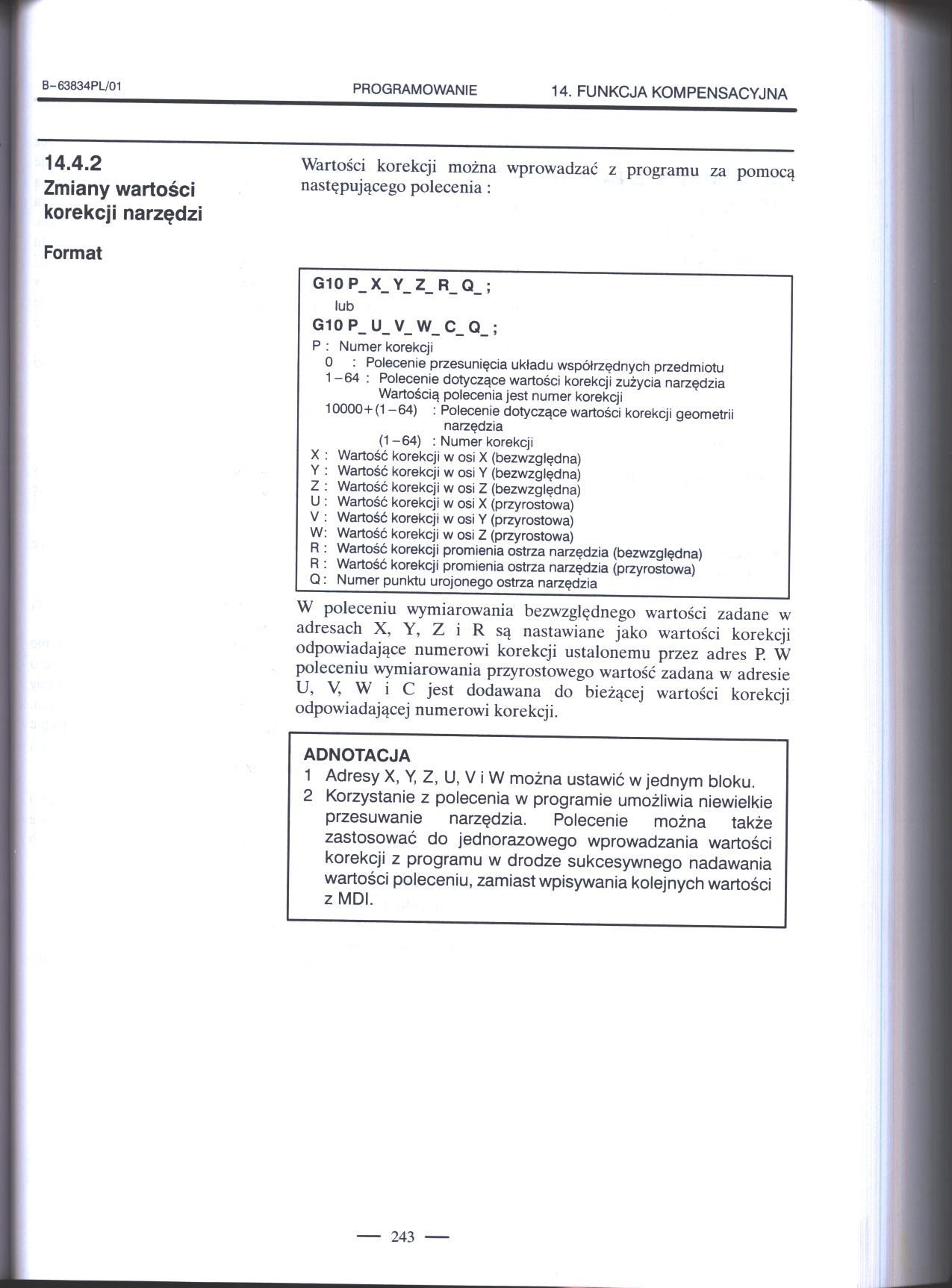
Wartości korekcji można wprowadzać z programu za pomocą następującego polecenia :
G10P_X_Y_Z_R_Q_;
lub
G10 P_ U_ V_ W_ C_ Q_ ;
P : Numer korekcji
0 : Polecenie przesunięcia układu współrzędnych przedmiotu
1 -64 : Polecenie dotyczące wartości korekcji zużycia narzędzia
Wartością polecenia jest numer korekcji 10000+ (1-64) : Polecenie dotyczące wartości korekcji geometrii
narzędzia
(1 -64) : Numer korekcji X : Wartość korekcji w osi X (bezwzględna)
Y : Wartość korekcji w osi Y (bezwzględna)
Z : Wartość korekcji w osi Z (bezwzględna)
U : Wartość korekcji w osi X (przyrostowa)
V : Wartość korekcji w osi Y (przyrostowa)
W: Wartość korekcji w osi Z (przyrostowa)
R : Wartość korekcji promienia ostrza narzędzia (bezwzględna)
R : Wartość korekcji promienia ostrza narzędzia (przyrostowa)
Q: Numer punktu urojonego ostrza narzędzia
W poleceniu wymiarowania bezwzględnego wartości zadane w adresach X, Y, Z i R są nastawiane jako wartości korekcji odpowiadające numerowi korekcji ustalonemu przez adres R W poleceniu wymiarowania przyrostowego wartość zadana w adresie U, V, W i C jest dodawana do bieżącej wartości korekcji odpowiadającej numerowi korekcji.
ADNOTACJA
1 Adresy X, Y, Z, U, V i W można ustawić w jednym bloku.
2 Korzystanie z polecenia w programie umożliwia niewielkie przesuwanie narzędzia. Polecenie można także zastosować do jednorazowego wprowadzania wartości korekcji z programu w drodze sukcesywnego nadawania wartości poleceniu, zamiast wpisywania kolejnych wartości z MDI.
- 243 -
Wyszukiwarka
Podobne podstrony:
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Przyrostowe polecenie G53 w trybie
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Polecenie G28, G30 w trybie
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
199 3 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Posuw narzędzia wokół zewnętrznej
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14.3.3 Posuw narzędzia w trybie
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Przykłady 1. Kiedy numer
180 3 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Ręczny dojazd do punktu
182 3 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01• Anulowanie korekcji
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Tabela 14.2.3 (b) Korekcja zużycia
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Położenie obrabianego przedmiotu można
190 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
192 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
193 2 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA 14.2.5Uwagi dotyczące kompensacji
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
197 3 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14.
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Posuw narzędzia wokół zewnętrznej
więcej podobnych podstron