221
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA
14.3.7
Wprowadzenie polecenia z klawiatury MDI
Kompensacja promienia ostrza narzędzia nie jest wykonywana w odniesieniu do poleceń wprowadzonych przez MDI.
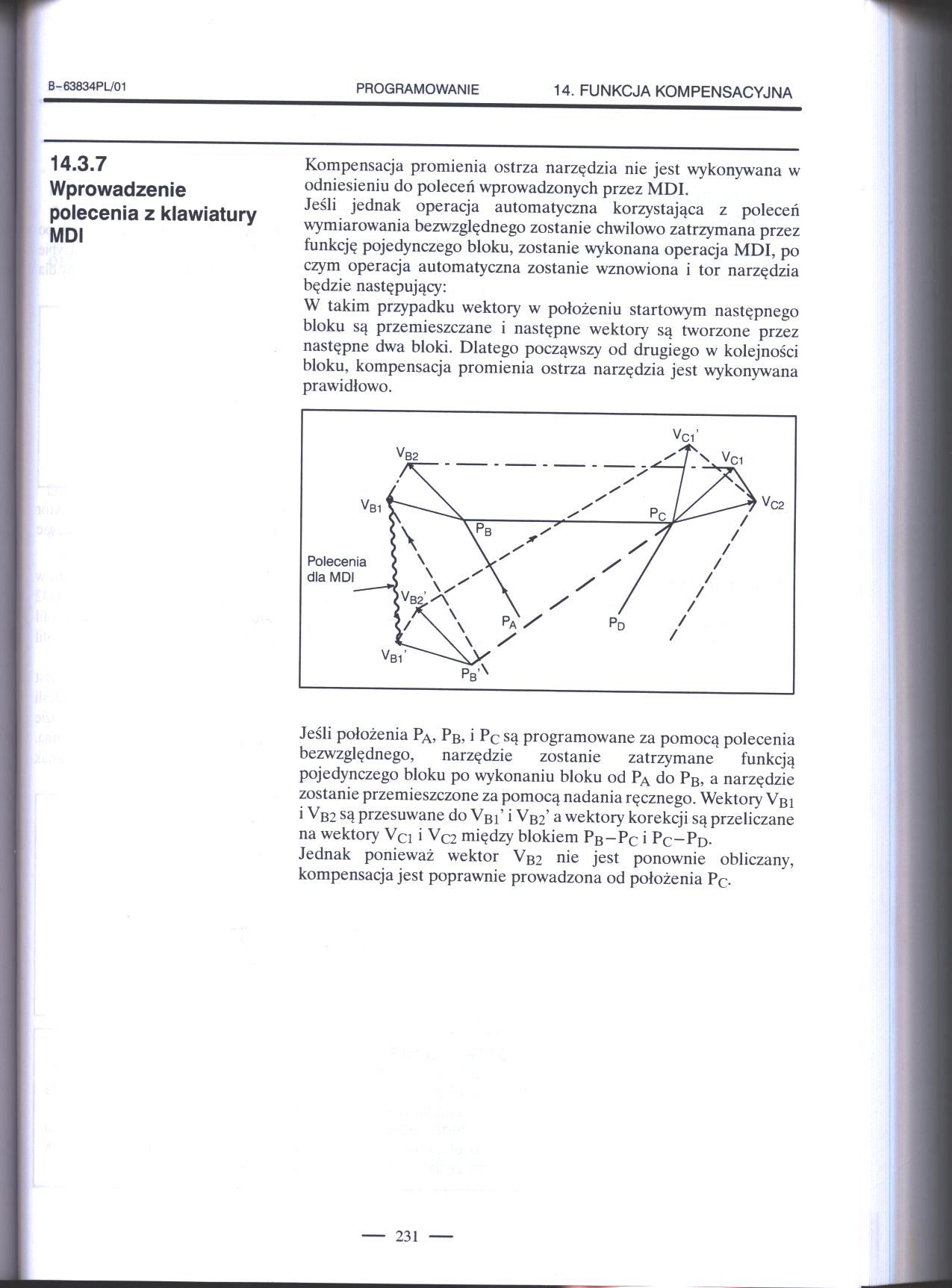
Jeśli jednak operacja automatyczna korzystająca z poleceń wymiarowania bezwzględnego zostanie chwilowo zatrzymana przez funkcję pojedynczego bloku, zostanie wykonana operacja MDI, po czym operacja automatyczna zostanie wznowiona i tor narzędzia będzie następujący:
W takim przypadku wektory w położeniu startowym następnego bloku są przemieszczane i następne wektory są tworzone przez następne dwa bloki. Dlatego począwszy od drugiego w kolejności bloku, kompensacja promienia ostrza narzędzia jest wykonywana prawidłowo.

Jeśli położenia Pa, Pb, i Pc są programowane za pomocą polecenia bezwzględnego, narzędzie zostanie zatrzymane funkcją pojedynczego bloku po wykonaniu bloku od Pa do Pb, a narzędzie zostanie przemieszczone za pomocą nadania ręcznego. Wektory Vbi i Vb2 są przesuwane do Vbi’ i Vb2’ a wektory korekcji są przeliczane na wektory Vci i Vc2 między blokiem Pb-Pc ' Pc~Pd-Jednak ponieważ wektor Vb2 nie jest ponownie obliczany, kompensacja jest poprawnie prowadzona od położenia Pc-
— 231
Wyszukiwarka
Podobne podstrony:
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Przyrostowe polecenie G53 w trybie
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Polecenie G28, G30 w trybie
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
199 3 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Posuw narzędzia wokół zewnętrznej
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14.3.3 Posuw narzędzia w trybie
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Przykłady 1. Kiedy numer
180 3 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Ręczny dojazd do punktu
182 3 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01• Anulowanie korekcji
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Tabela 14.2.3 (b) Korekcja zużycia
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Położenie obrabianego przedmiotu można
190 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
192 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
193 2 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA 14.2.5Uwagi dotyczące kompensacji
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
197 3 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14.
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Posuw narzędzia wokół zewnętrznej
więcej podobnych podstron