225
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA
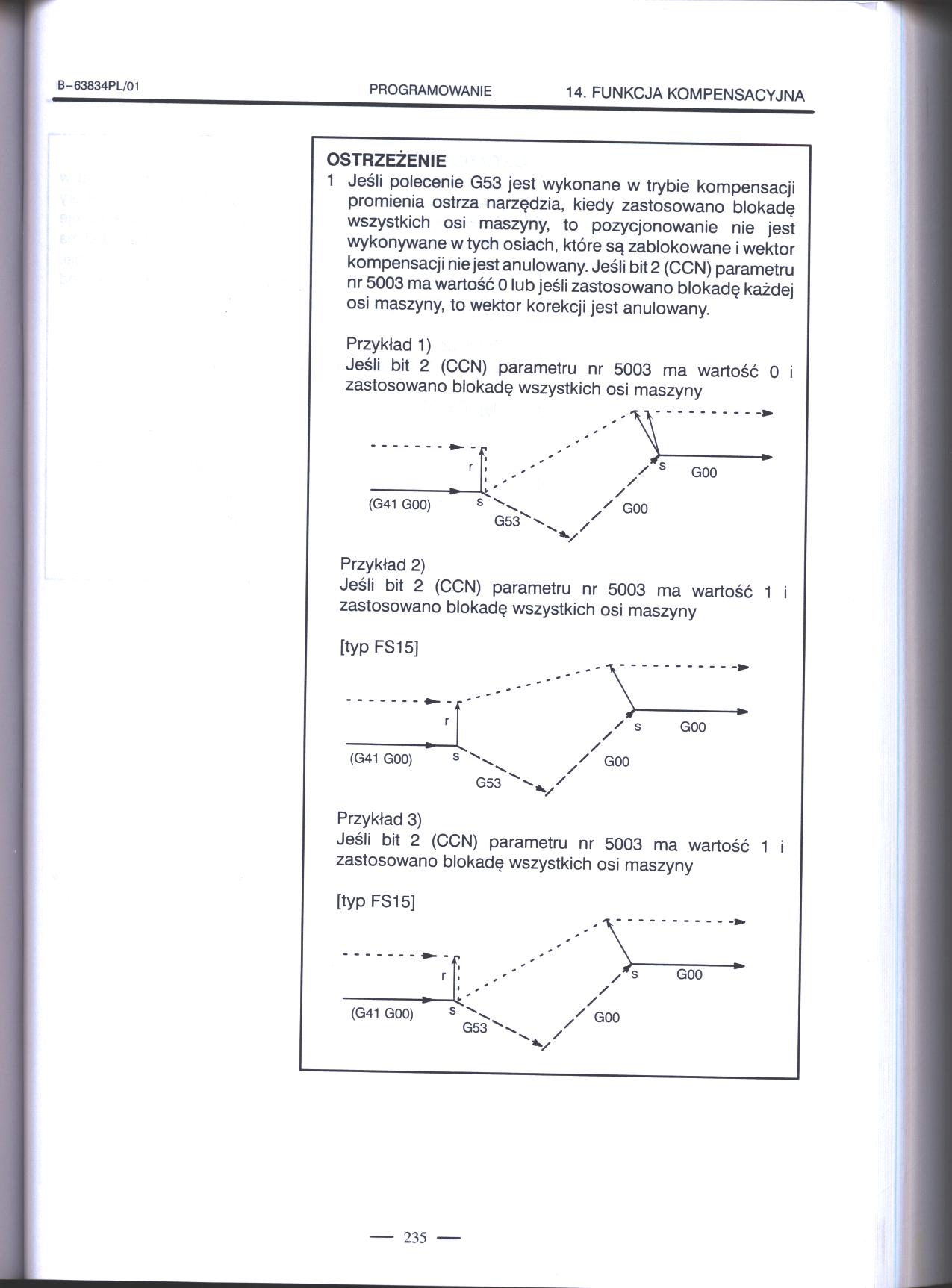
OSTRZEŻENIE
1 Jeśli polecenie G53 jest wykonane w trybie kompensacji promienia ostrza narzędzia, kiedy zastosowano blokadę wszystkich osi maszyny, to pozycjonowanie nie jest wykonywane w tych osiach, które są zablokowane i wektor kompensacji nie jest anulowany. Jeśli bit 2 (CCN) parametru nr 5003 ma wartość 0 lub jeśli zastosowano blokadę każdej osi maszyny, to wektor korekcji jest anulowany.
Przykład 1)
Jeśli bit 2 (CCN) parametru nr 5003 ma wartość 0 i zastosowano blokadę wszystkich osi maszyny

-*—k' /
(G41 G00) s ^ / G00
G53^ ^ v /
Przykład 2)
Jeśli bit 2 (CCN) parametru nr 5003 ma wartość 1 i zastosowano blokadę wszystkich osi maszyny
[typ FS15]

r / s G00
/
-*-k /
(G41 G00) s / G00
G53
Przykład 3)
Jeśli bit 2 (CCN) parametru nr 5003 ma wartość 1 i zastosowano blokadę wszystkich osi maszyny
[typ FS15]

/
-*■—k /
(G41 G00) s ^ / G00
G53
— 235 -
Wyszukiwarka
Podobne podstrony:
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA ADNOTACJA 1 Jeśli oś nie uwzględniona w
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Polecenie G28, G30 w trybie
199 3 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Posuw narzędzia wokół zewnętrznej
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Przykłady 1. Kiedy numer
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Ręczny dojazd do punktu
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Tabela 14.2.3 (b) Korekcja zużycia
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Położenie obrabianego przedmiotu można
193 2 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA 14.2.5Uwagi dotyczące kompensacji
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
197 3 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14.
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Tor punktu środkowego ostrza narzędzia
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA• Blok bez posuwu narzędzia • Blok bez
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA14.3.4Posuw narzędzia w zakończeniu
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
więcej podobnych podstron