171
B-63834PL/01
PROGRAMOWANIE
13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE
13.6.1
Cykl gwintowania czołowego (G84) lub bocznego (G88) bez uchwytu
wyrównawczego
Sterowanie silnikiem wrzeciona w taki sam sposób, jak serwomotorem w trybie gwintowania sztywnego, umożliwia szybkie gwintowanie otworów.
Format
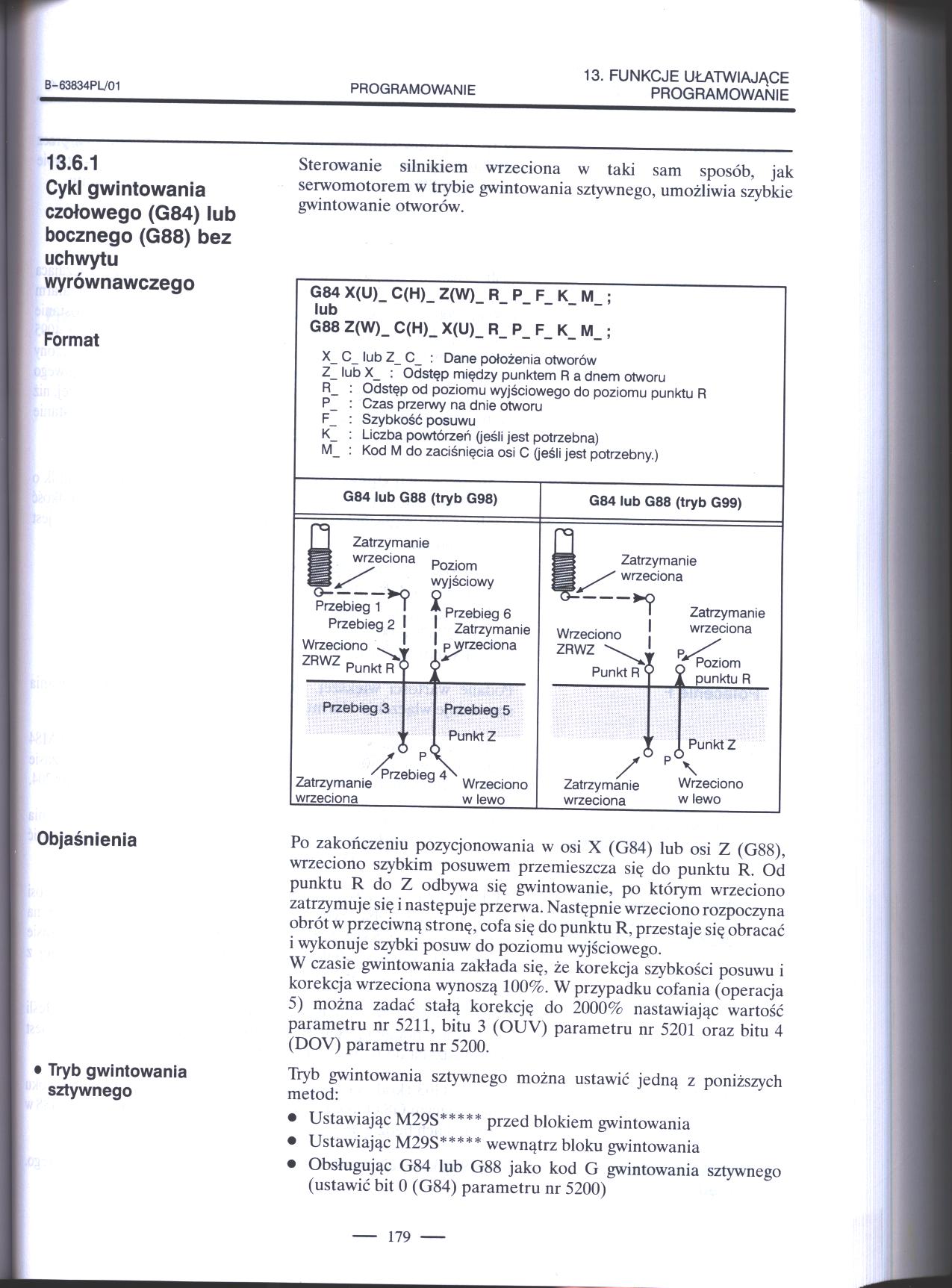
G84 X(U)_ C(H)_ Z(W)_ R_ P_ F_ K_ M_ ; lub
G88 Z(W)_ C(H)_ X(U)_ R_ P_ F_ K_ M_ ;
X_ C_ lub Z_ C_ : Dane położenia otworów
Z_ lub X_ : Odstęp między punktem R a dnem otworu
R_ : Odstęp od poziomu wyjściowego do poziomu punktu R
P_ : Czas przerwy na dnie otworu
F_ : Szybkość posuwu
K_ : Liczba powtórzeń (jeśli jest potrzebna)
M_ : Kod M do zaciśnięcia osi C (jeśli jest potrzebny.)
G84 lub G88 (tryb G98)
G84 lub G88 (tryb G99)
Zatrzymanie wrzeciona Po2iom
wyjściowy
Przebieg 1 X
Przebieg 6
Przebieg 2 j [ Zatrzymanie Wrzeciono
I I P wrzeciona
|
Punkt R |
i | |
|
Przebieg 3 |
Przebieg 5 | |
|
i |
> |
Punkt Z |
/ p\ / Pryphipn
Zatrzymanie Przebie94 Wrzeciono
wrzeciona
w lewo
Zatrzymanie
wrzeciona
■*?
Wrzeciono ZRWZ \
Zatrzymanie wrzeciona
Poziom
|
Punkt R ( |
i |
[ punktu R |
|
' |
f b 0( |
^ Punkt Z |
|
/ |
P |
\ |
|
Zatrzymanie |
Wrzeciono | |
|
wrzeciona |
w lewo |
Objaśnienia
Po zakończeniu pozycjonowania w osi X (G84) lub osi Z (G88), wrzeciono szybkim posuwem przemieszcza się do punktu R. Od punktu R do Z odbywa się gwintowanie, po którym wrzeciono zatrzymuje się i następuje przerwa. Następnie wrzeciono rozpoczyna obrót w przeciwną stronę, cofa się do punktu R, przestaje się obracać i wykonuje szybki posuw do poziomu wyjściowego.
W czasie gwintowania zakłada się, że korekcja szybkości posuwu i korekcja wrzeciona wynoszą 100%. W przypadku cofania (operacja 5) można zadać stałą korekcję do 2000% nastawiając wartość parametru nr 5211, bitu 3 (OUV) parametru nr 5201 oraz bitu 4 (DOV) parametru nr 5200.
• Tryb gwintowania sztywnego
Tryb gwintowania sztywnego można ustawić jedną z poniższych metod:
• Ustawiając M29S***** przed blokiem gwintowania
• Ustawiając M29S***** wewnątrz bloku gwintowania
• Obsługując G84 lub G88 jako kod G gwintowania sztywnego (ustawić bit 0 (G84) parametru nr 5200)
179 -
Wyszukiwarka
Podobne podstrony:
157 2 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PU01 13.3.2 CYKL GWINTOWANIA CZOŁOW
150 6 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.3 STAŁY CYKL OBRÓBKI DLA
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE13.1.4Jak korzystać ze stałych cykli
138 6 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.2.2 Usuwanie naddatku
140 4 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEADNOTACJA 1
144 5 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.2.6 Cykl wiercenia średnic
148 5 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEPrzykłady • Przestawne nacinan
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.3.1 CYKL WIERCENIA CZOŁOWEGO
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE • Cykl wiercenia (G83 lub
163 4 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.4.3 Cykl szlifowania
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE
167 2 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE Objaśnienia Program do obróbk
169 4 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEPrzykłady (Programowanie średn
173 2 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE • Jednostki
B-63834PL/01 PROGRAMOWANIE13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEPowtarzanie wzoru (G73) Wyznaczenie
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Polecenie G28, G30 w trybie
199 3 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Posuw narzędzia wokół zewnętrznej
57 8 B-63834PL/01 PROGRAMOWANIE 4. FUNKCJE INTERPOLACYJNE Przykłady Program do produkcji śrub
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
więcej podobnych podstron