150 6
B-63834PL/01
PROGRAMOWANIE
13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE
13.3
STAŁY CYKL OBRÓBKI DLA WIERCENIA (G80 - G89)
Stały cykl wiercenia zwykle upraszcza program poprzez zaprogramowanie procesu obróbki w kilku blokach, korzystających z jednego bloku zawierającego kod G.
Poniżej przedstawiono tabelę cyklu stałego.
Tabela 13.3 (a) Cykle stałe
|
Kod G |
Oś wiercenia |
Przebieg obróbki otworów (- kierunek) |
Działanie w pozycji na dnie otworu |
Operacja cofania (+ kierunek) |
Zastosowania |
|
G80 |
— |
— |
Anulowanie | ||
|
G83 |
Oś Z |
Posuw skrawania/przerywany |
Przerwa |
Skok narzędzia |
Cykl wiercenia czołowego |
|
G84 |
Oś Z |
Posuw skrawania |
Przerwa—wrzeciono w lewo |
Posuw skrawania |
Cykl gwintowania czołowego |
|
G85 |
Oś Z |
Posuw skrawania |
Posuw skrawania |
Cykl wiercenia czołowego | |
|
G87 |
Oś X |
Posuw skrawania/przerywany |
Przerwa |
Skok narzędzia |
Cykl bocznego wiercenia |
|
G88 |
Oś X |
Posuw skrawania |
Przerwa—wrzeciono w lewo |
Posuw skrawania |
Cykl bocznego nacinania gwintów |
|
G89 |
Oś X |
Posuw skrawania |
Przerwa |
Posuw skrawania |
Cykl bocznego wiercenia |
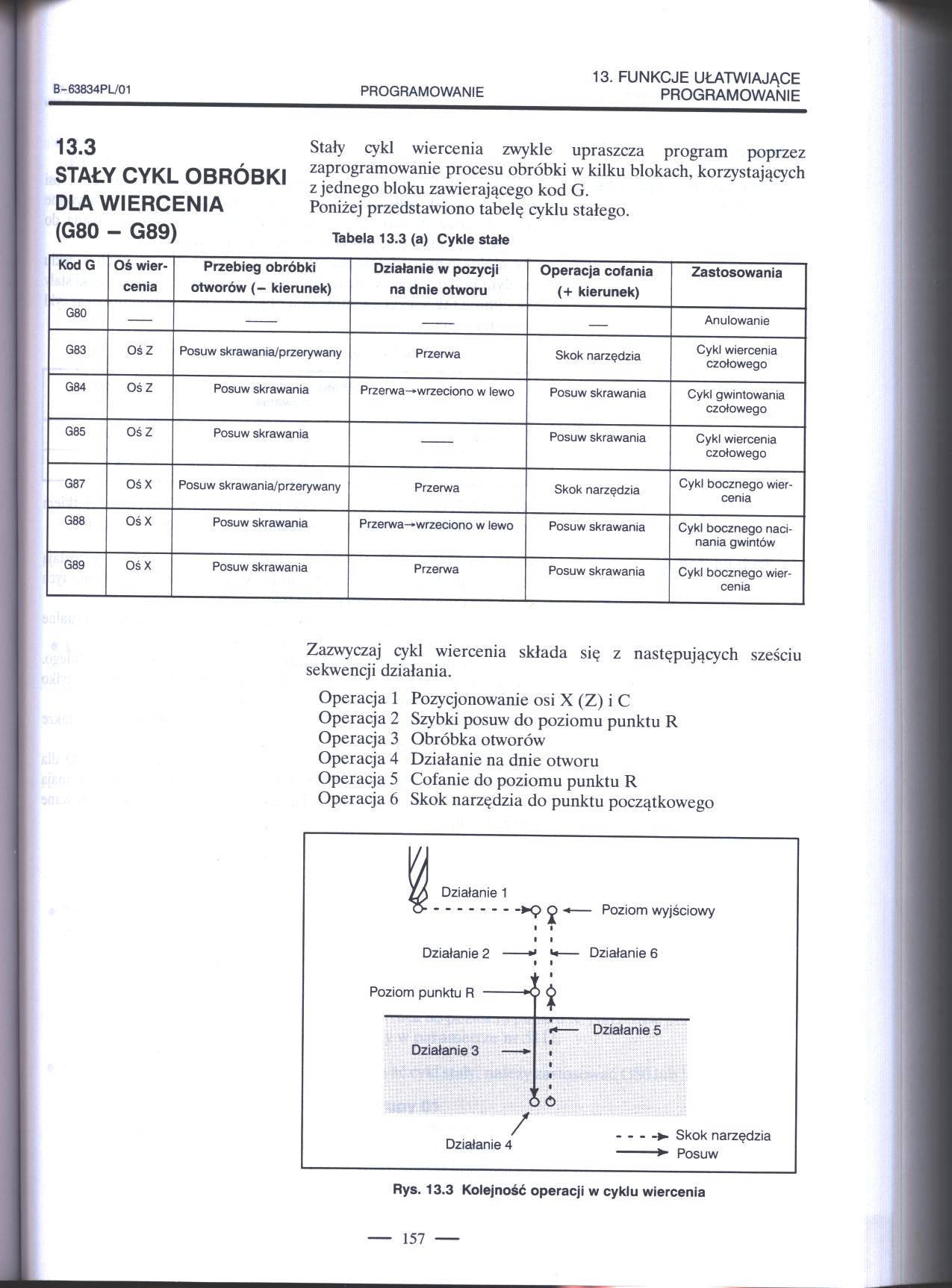
Zazwyczaj cykl wiercenia składa się z następujących sześciu sekwencji działania.
Operacja 1 Pozycjonowanie osi X (Z) i C Operacja 2 Szybki posuw do poziomu punktu R Operacja 3 Obróbka otworów Operacja 4 Działanie na dnie otworu Operacja 5 Cofanie do poziomu punktu R Operacja 6 Skok narzędzia do punktu początkowego
|
i |
Działanie 1 | ||
|
------ - -►ę j ■*— Poziom wyjściowy 1 I | |||
|
Działanie 2 -^ |
1 >«— Działanie 6 1 | ||
|
Poziom punktu R -*<j |
n | ||
|
•*— Działanie 5 | |||
|
t | |||
|
Działanie 3 —► |
1 I | ||
|
1 |
t ' ' | ||
|
O 0 | |||
|
/ |
----► Skok narzędzia | ||
|
Działanie 4 |
-► Posuw | ||
Rys. 13.3 Kolejność operacji w cyklu wiercenia
157 -
Wyszukiwarka
Podobne podstrony:
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE13.1.4Jak korzystać ze stałych cykli
138 6 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.2.2 Usuwanie naddatku
140 4 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEADNOTACJA 1
144 5 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.2.6 Cykl wiercenia średnic
148 5 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEPrzykłady • Przestawne nacinan
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.3.1 CYKL WIERCENIA CZOŁOWEGO
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE • Cykl wiercenia (G83 lub
163 4 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.4.3 Cykl szlifowania
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE
167 2 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE Objaśnienia Program do obróbk
169 4 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEPrzykłady (Programowanie średn
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.6.1 Cykl gwintowania czołowego
173 2 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE • Jednostki
B-63834PL/01 PROGRAMOWANIE13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEPowtarzanie wzoru (G73) Wyznaczenie
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Polecenie G28, G30 w trybie
199 3 B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA • Posuw narzędzia wokół zewnętrznej
57 8 B-63834PL/01 PROGRAMOWANIE 4. FUNKCJE INTERPOLACYJNE Przykłady Program do produkcji śrub
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA B-63834PL/01 PROGRAMOWANIE 14. FUNKCJ
B-63834PL/01 PROGRAMOWANIE 14. FUNKCJA KOMPENSACYJNA Przykłady 1. Kiedy numer
więcej podobnych podstron