176 2
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01
14.1.2
Kod T dla korekcji narzędzia
Format
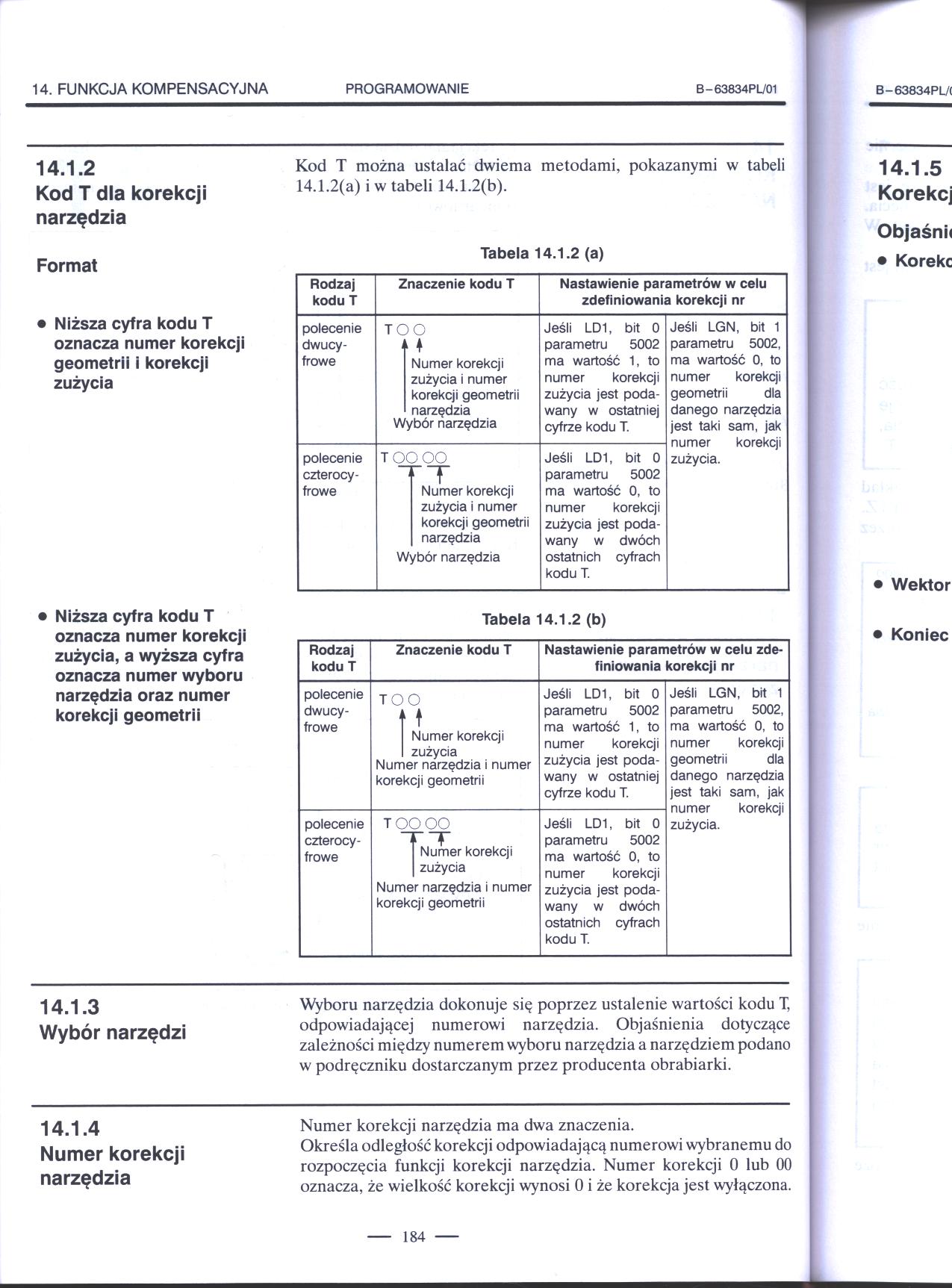
• Niższa cyfra kodu T oznacza numer korekcji geometrii i korekcji zużycia
• Niższa cyfra kodu T oznacza numer korekcji zużycia, a wyższa cyfra oznacza numer wyboru narzędzia oraz numer korekcji geometrii
Kod T można ustalać dwiema metodami, pokazanymi w tabeli 14.1.2(a) i w tabeli 14.1.2(b).
Tabela 14.1.2 (a)
|
Rodzaj kodu T |
Znaczenie kodu T |
Nastawienie parametrów w celu zdefiniowania korekcji nr | |
|
polecenie dwucy frowe |
T O O Numer korekcji zużycia i numer korekcji geometrii narzędzia Wybór narzędzia |
Jeśli LD1, bit 0 parametru 5002 ma wartość 1, to numer korekcji zużycia jest podawany w ostatniej cyfrze kodu T. |
Jeśli LGN, bit 1 parametru 5002, ma wartość 0, to numer korekcji geometrii dla danego narzędzia jest taki sam, jak numer korekcji zużycia. |
|
polecenie czterocy frowe |
TOO oc TT Numer korekcji zużycia i numer korekcji geometrii narzędzia Wybór narzędzia |
Jeśli LD1, bit 0 parametru 5002 ma wartość 0, to numer korekcji zużycia jest podawany w dwóch ostatnich cyfrach kodu T. | |
Tabela 14.1.2 (b)
|
Rodzaj kodu T |
Znaczenie kodu T |
Nastawienie parametrów w celu zdefiniowania korekcji nr | |
|
polecenie dwucy frowe |
TOO t Numer korekcji zużycia Numer narzędzia i numer korekcji geometrii |
Jeśli LD1, bit 0 parametru 5002 ma wartość 1, to numer korekcji zużycia jest podawany w ostatniej cyfrze kodu T. |
Jeśli LGN, bit 1 parametru 5002, ma wartość 0, to numer korekcji geometrii dla danego narzędzia jest taki sam, jak numer korekcji zużycia. |
|
polecenie czterocy frowe |
TOO OO T Numer korekcji | zużycia Numer narzędzia i numer korekcji geometrii |
Jeśli LD1, bit 0 parametru 5002 ma wartość 0, to numer korekcji zużycia jest podawany w dwóch ostatnich cyfrach kodu T. | |
14.1.3
Wybór narzędzi
14.1.4
Numer korekcji narzędzia
Wyboru narzędzia dokonuje się poprzez ustalenie wartości kodu T, odpowiadającej numerowi narzędzia. Objaśnienia dotyczące zależności między numerem wyboru narzędzia a narzędziem podano w podręczniku dostarczanym przez producenta obrabiarki.
Numer korekcji narzędzia ma dwa znaczenia.
Określa odległość korekcji odpowiadającą numerowi wybranemu do rozpoczęcia funkcji korekcji narzędzia. Numer korekcji 0 lub 00 oznacza, że wielkość korekcji wynosi 0 i że korekcja jest wyłączona.
184 —
Wyszukiwarka
Podobne podstrony:
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/0114.3.2Posuw narzędzia w
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Przyrostowe polecenie G53 w trybie
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14.3.3 Posuw narzędzia w trybie
180 3 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
182 3 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01• Anulowanie korekcji
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01OSTROŻNIE W urządzeniu z punktami odniesien
190 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
192 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
196 3 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL701 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Posuw narzędzia wokół zewnętrznej
204 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PU01• Zmiana kierunku korekcji w trybie
208 2 14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01• Tor punktu środkowego ostrza narzęd
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PI/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Przemieszczenie krawędziowe 14. FUNKCJA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PU01 B-63834PL/01 • Posuw narzędzia wokół
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 14. FUNKCJA KOMPENSACYJNA
14. FUNKCJA KOMPENSACYJNA PROGRAMOWANIE B-63834PL/01 • Założenie wystąpienia interferencji,
więcej podobnych podstron