212,!3
212 OBRÓBKA PALSTYCZNA laboratorium
Naprężenie ciągnienia (krzywa i na rys. 5.9) jest efektem nałożenia się
• naprężenia potrzebnego do czystego odkształcenia plastycznego (krzywa 2 na rys. 5.9)
• naprężenia pochodzącego od oporów ścinania wewnętrznego, co związane jest z nierównomiernością odkształcenia (krzywa 3)
• naprężenia potrzebnego na pokonanie sił tarcia zewnętrznego (krzywa 4)
Tarcie wpływa w procesie ciągnienia na nierównomiemość odkształcenia, występowanie naprężeń własnych w materiale, a przede wszy stkim na zwiększenie siły ciągnienia. Według większości badaczy 40+ 50% siły potrzebnej do odkształcenia plastycznego zużywa się na pokonanie sił tarcia. Udział siły tarcia w całkowitej sile ciągnienia jest tym mniejszy im większa jest wartość stosowanego gniotu.
W tradycyjnym procesie ciągnienia ciągniony metal przechodzi przez pewną objętość smaru znajdującego się przed wejściem metalu do ciągadła, pod ciśnieniem atmosferycznym. Smar dostaje się więc do strefs odkształcenia plastycznego jedynie na skutek przyczepiania się do ruchomego metalu. Duża ilość smaru odpada, tworzy się zatem nieciągła warstewka smarna i tarcie na niektórych powierzchniach jest tarciem granicznym, a nawet suchym.
Oprócz swobodnego wejścia smaru do strefy odkształcenia plastycznego stosuje się dwie metody tzw. wymuszonego wejścia smaru, tak aby były zabezpieczone warunki tarcia pły nnego:
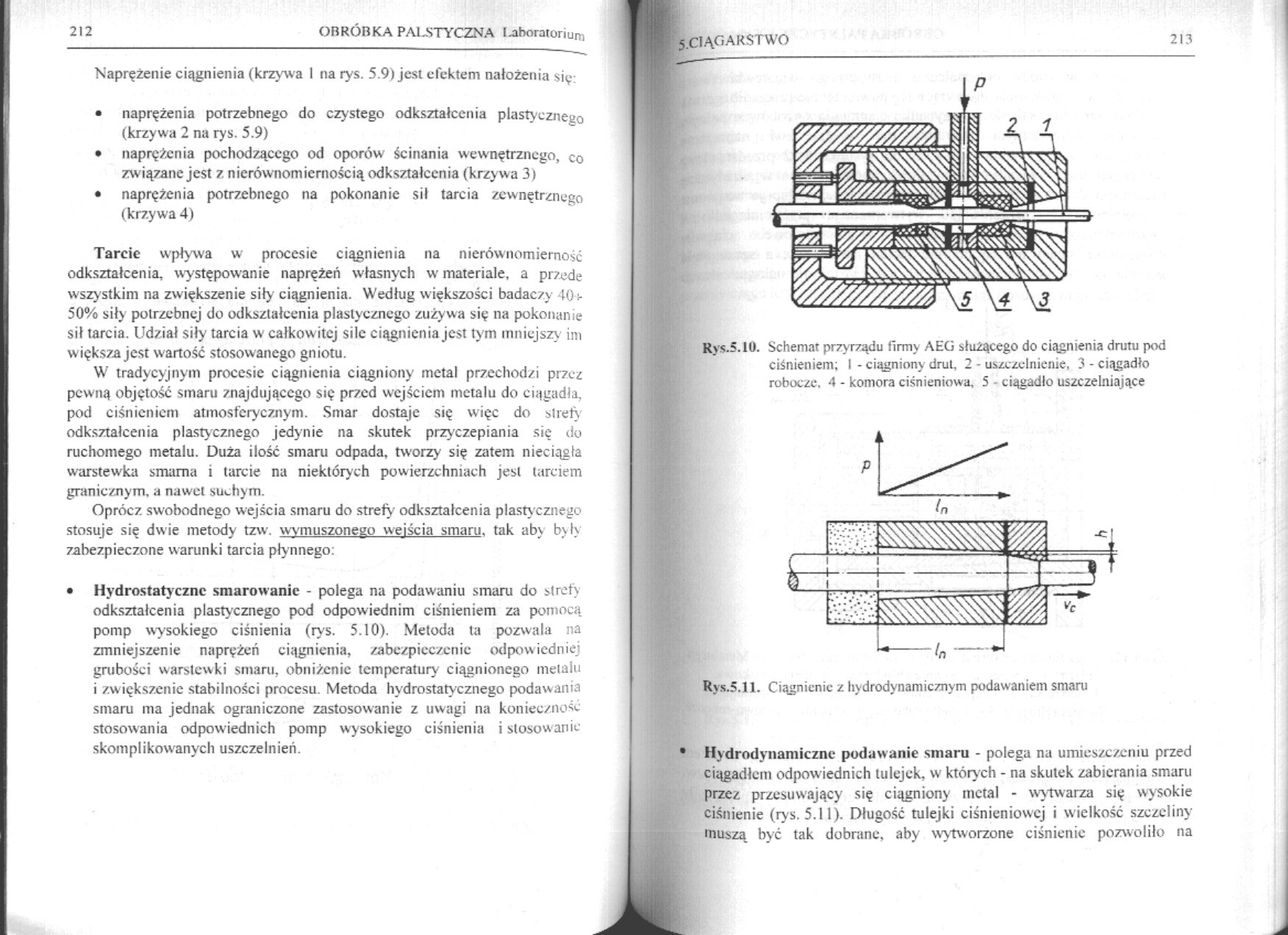
• Hydrostaty czne smarowanie - polega na podawaniu smaru do strefy odkształcenia plastycznego pod odpowiednim ciśnieniem za pomocą pomp wysokiego ciśnienia (rys. 5.10). Metoda ta pozwala na zmniejszenie naprężeń ciągnienia, zabezpieczenie odpowiedniej grubości warstewki smaru, obniżenie temperatury ciągnionego metalu i zwiększenie stabilności procesu. Metoda hydrostatycznego podawania smaru ma jednak ograniczone zastosowanie z uwagi na konieczność stosowania odpowiednich pomp wysokiego ciśnienia i stosowanie skomplikowanych uszczelnień.
Rys.5.10. Schemat przyrządu firmy AEG służącego do ciągnienia drutu pod ciśnieniem; I - ciągniony drut, 2 - uszczelnienie. 3 - ciągadło robocze. 4 - komora ciśnieniowa, 5 • ciągadło uszczelniające
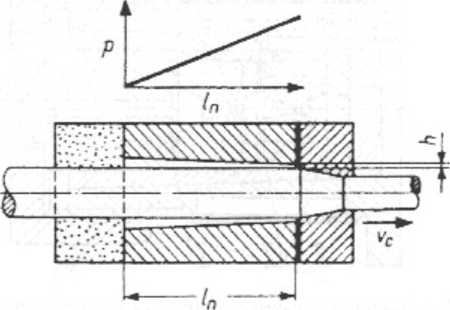
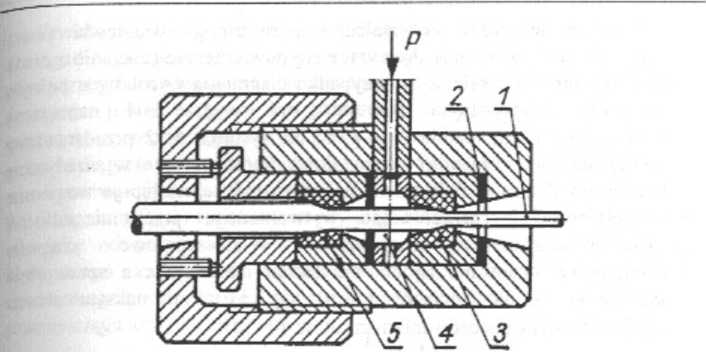
Rys.5.11. Ciągnienie z hydrodynamicznym podawaniem smaru
• Hydrodynamiczne podawanie smaru - polega na umieszczeniu przed ciągadłem odpowiednich tulejek, w który ch - na skutek zabierania smaru przez przesuwający się ciągniony metal - wytwarza się wysokie ciśnienie (rys. 5.11). Długość tulejki ciśnieniowej i wielkość szczeliny muszą być tak dobrane, aby wytworzone ciśnienie pozwoliło na
Wyszukiwarka
Podobne podstrony:
208, 9 208 OBRÓBKA PALSTYCZNA Laboratorium -C CS Zestawienie wskaźników odkształcenia Wyrażenie
210,!1 210 OBRÓBKA PALSTYCZNA Laboratori um powodujące powstanie elementarnych sił tarcia dT =
292 OBRÓBKA PLASTYCZNA Laboratorium Do wyk lepy wania niezbędny jest mocny i elastyczny podkład, klo
296 OBRÓBKA PLASTYCZNA Laboratorium Wyklepywanie, Prostszym sposobem od poprzedniego jest wyk lepywa
356 OBRÓBKA PLASTYCZNA Laboratorium8.2. Cel i zakres ćwiczenia Celem ćwiczenia jest zapoznanie się z
skanuj0061 (15) 69 69 chcą kupić przy różnych poziomach ceny (mera paribusf. ilustruje krzywa popytu
rzędu (linia 3 na rys. 5.8) i teorii II rzędu (krzywa 4 na rys. 5.8), stosowanych do analizy ustrojó
zasadyzallab jpeg Zasady zaliczania ćwiczeń laboratoryjnych z wytrzymałości materiałów 1. Obecność n
78344 skanuj0034 (40) 42 42 r, Krzywa na rys. 2-2u wskazuje, że ilość dobra, z której trzeba zrezygn
42 Krzywa na rys. 2.2a wskazuje, żc ilość dobra, z której trzeba zrezygnować w zamian za konkretną i
57126 Scan10025 (3) LABORATORIUM DIAGNOSTYKI 1’OJAZDÓW Oznaczeniu podzespołów na rys. (i i jest nast
chcą kupić przy różnych poziomach ceny {ceieris paribus)7, ilustruje krzywa popytu (rys. 2.1). Jest
więcej podobnych podstron