CCI20111111�205
Typ c — piec przelotowy również przeznaczony do termicznej obróbki metali, a w szczególności do utwardzania, nawęglania itp. Temperatura pieca wynosi do 1000°C.
W piecach oporowych stosuje się elementy grzejne z materiałów oporowych będących stopami metali o dużym oporze właściwym i dużej odporności na utlenianie, są to: nikielina (do 500°C), ferronichrom, czyli ehromonikielina (do 1000°C), niehrom (chromo-nikielina bez żelaza — do 1150°C), ferrochromal (kanthal — do 1300°C).
W piecach przemysłowych o temperaturze ponad 1300°C stosuje się materiały przewodzące niemetalowe w postaci prętów lub płytek wykonywanych z sylitów otrzymywanych przez wypalanie związków z krzemem.
Regulację temperatury w tych piecach przeprowadza się przez włączanie odpowiedniej ilości elementów grzejnych, a w piecach trójfazowych stosuje się przełączniki gwiazda-trójkąt.
W opisanych piecach ogrzewanie odbywa się w sposób pośredni, tzn. że przedmiot ogrzewa się ciepłem wydzielonym przez element grzejny.
W metalurgii stosuje się piece, w których do rozgrzewania tzw. wsadu (metalu, który wypełnia piec elektryczny i ma być stopiony) wykorzystuje się wysoką temperaturę łuku elektrycznego. Są to elektryczne piece łukowe.
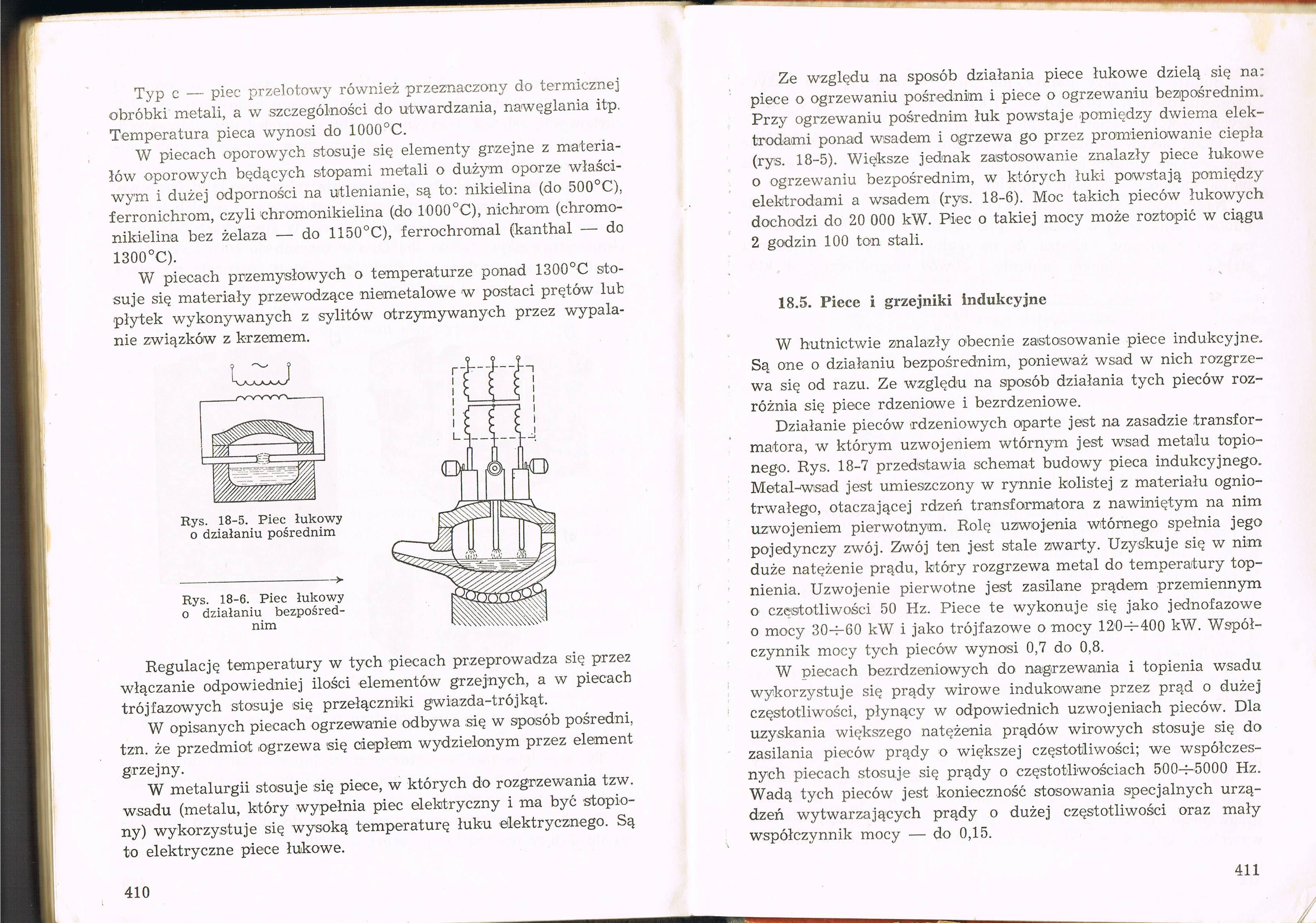
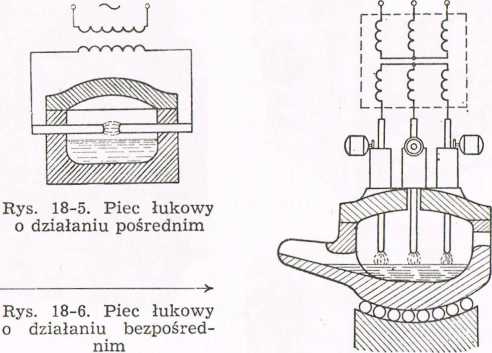
Ze względu na sposób działania piece łukowe dzielą się na: piece o ogrzewaniu pośrednim i piece o ogrzewaniu bezpośrednim. Przy ogrzewaniu pośrednim łuk powstaje pomiędzy dwiema elektrodami ponad wsadem i ogrzewa go przez promieniowanie ciepła (rys. 18-5). Większe jednak zastosowanie znalazły piece łukowe o ogrzewaniu bezpośrednim, w których łuk-i powstają pomiędzy elektrodami a wsadem (rys. 18-6). Moc takich pieców łukowych dochodzi do 20 000 kW. Piec o takiej mocy może roztopić w ciągu 2 godzin 100 ton stali.
18.5. Piece i grzejniki indukcyjne
W hutnictwie znalazły obecnie zastosowanie piece indukcyjne. Są one o działaniu bezpośrednim, ponieważ wsad w nich rozgrzewa się od razu. Ze względu na sposób działania tych pieców rozróżnia się piece rdzeniowe i bezrdzeniowe.
Działanie pieców rdzeniowych oparte jest na zasadzie .transformatora, w którym uzwojeniem wtórnym jest wsad metalu topionego. Rys. 18-7 przedstawia schemat budowy pieca indukcyjnego. Metal-wsad jest umieszczony w rynnie kolistej z materiału ogniotrwałego, otaczającej rdzeń transformatora z nawiniętym na nim uzwojeniem pierwotnym. Rolę uzwojenia wtórnego spełnia jego pojedynczy zwój. Zwój ten jest stale zwarty. Uzyśkuje się w nim duże natężenie prądu, który rozgrzewa metal do temperatury topnienia. Uzwojenie pierwotne jest zasilane prądem przemiennym o częstotliwości 50 Hz. Piece te wykonuje się jako jednofazowe o mocy 30-1-60 kW i jako trójfazowe o mocy 120-1-400 kW. Współczynnik mocy tych pieców wynosi 0,7 do 0,8.
W piecach bezrdzeniowych do nagrzewania i topienia wsadu wykorzystuje się prądy wirowe indukowane przez prąd o dużej częstotliwości, płynący w odpowiednich uzwojeniach pieców. Dla uzyskania większego natężenia prądów wirowych stosuje się do zasilania pieców prądy o większej częstotliwości; we współczesnych piecach stosuje się prądy o częstotliwościach 500-—5000 Hz. Wadą tych pieców jest konieczność stosowania specjalnych urządzeń wytwarzających prądy o dużej częstotliwości oraz mały współczynnik mocy — do 0,15.
411
Wyszukiwarka
Podobne podstrony:
CCI20101212�002 1. CIĘCIE BLACH .Arkusze blachy, przeznaczone do tłoczenia na zimno, w większości pr
DSC00156 (15) i Sprzedaż innych akcji, udziałów i papierów wartościowych (w tym również przeznaczony
DSC00195 (16) z Sprzedaż innych akcji, udziałów I papierów wartościowych (w tym również przeznaczony
DSC00205 (19) lig i Sprzedaż Innych akcji, udziałów i papierów wartościowych 1 (w tym również przezn
DSC00207 (17) VII. Sprzedaż Innych akcji, udziałów i papierów wartościowych (w tym również przeznacz
- 4 1. Przeznaczenie przyrządu Częstościomierz typ PFL-23 jest przeznaczony do
Ratownictwo techniczne hydrauliczne urządzenia ratownicze (str 3) • Również przez
P1020927 ZASTOSOWANIE Maszyna do cięcia termicznego YCN-3000 jest przeznaczona do krzywoliniowego ci
DSC04467 I Podobnie jak w przypadku ziarna przeznaczonego do produkcji mąki - również w kaszami i pł
CCI20110406�009 : za Zenera Diody Zenera są to diody przeznaczone do stabilizacji lub ograniczania n
RIEC TO NIEŚMIETNIK! URZĄD GMINY W ŻUKOWIE informuje, że piec domowyNIEJEST PRZEZNACZONY do spalania
CCI20111111�122 8.12. Wzmacniacze elektryczne lampowe Wzmacniaczem elektrycznym jest urządzenie (rys
Energię można również odzyskiwać ze spalania śmieci w przeznaczonych do tego celu piecach.
40253 t74 w sprawach materialnych. Karta ta symbolizuje również skłonność do alkoholu albo narkotykó
CCI20111111�192 Ponadto w instalacjach przeznaczonych do różnych celów wykonuje się osobne obwody do
DSC01210 (3) Każda substancja, surowiec, półprodukt przeznaczony do spożycia przez człowieka (r
więcej podobnych podstron