M Feld TBM192
192
5. Technologiczne przygotowanie produkcji
Na podstawie opracowanego procesu technologicznego, karty technologicznej, technolog przystępuje do opracowania poszczególnych operacji.
W operacji jako obiekt występuje przedmiot obrabiany, do którego należy dobrać obrabiarkę i narzędzia.
5.4.2. Przedmiot obrabiany
Przedmiot obrabiany stanowi bazę wyjściową do projektowania operacji. Spełnia on funkcję nośnika informacji o parametrach geometrycznych i jakościowych poszczególnych powierzchni przedmiotu. Jego kształt, przynależność do określonej klasy i planowany do wykonania rodzaj obróbki narzucają jednoznacznie sposób jego bazowania i zamocowania. Wymagania dotyczące dokładności i chropowatości powierzchni mają decydujący wpływ na wybór obrabiarki, która musi zapewnić tę dokładność. Wymagania te rzutują na proces technologiczny, zwłaszcza obróbki wykańczającej i bardzo dokładnej. Materiał przedmiotu obrabianego i jego stan po obróbce cieplnej determinują właściwy dobór parametrów skrawania i narzędzi.
5.4.2.1. Bazowanie przedmiotów do wykonania określonej operacji
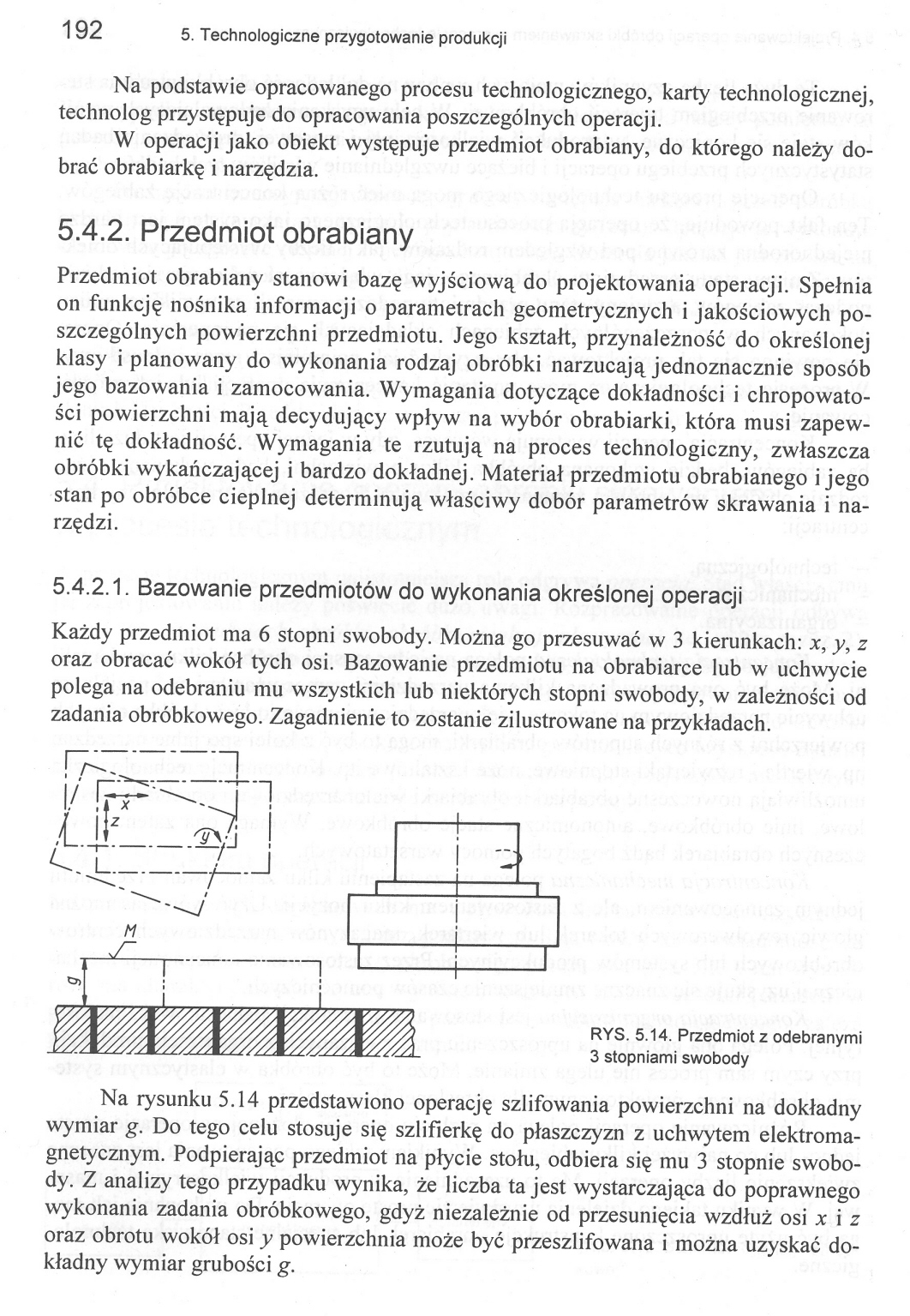
Każdy przedmiot ma 6 stopni swobody. Można go przesuwać w 3 kierunkach: x, y, z oraz obracać wokół tych osi. Bazowanie przedmiotu na obrabiarce lub w uchwycie polega na odebraniu mu wszystkich lub niektórych stopni swobody, w zależności od zadania obróbkowego. Zagadnienie to zostanie zilustrowane na przykładach.
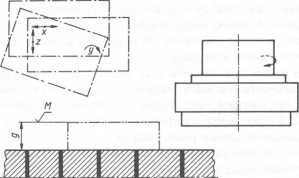
RYS. 5.14. Przedmiot z odebranymi 3 stopniami swobody
Na rysunku 5.14 przedstawiono operację szlifowania powierzchni na dokładny wymiar g. Do tego celu stosuje się szlifierkę do płaszczyzn z uchwytem elektromagnetycznym. Podpierając przedmiot na płycie stołu, odbiera się mu 3 stopnie swobody. Z analizy tego przypadku wynika, że liczba ta jest wystarczająca do poprawnego wykonania zadania obróbkowego, gdyż niezależnie od przesunięcia wzdłuż osi x i z oraz obrotu wokół osi y powierzchnia może być przeszlifowana i można uzyskać dokładny wymiar grubości g.
Wyszukiwarka
Podobne podstrony:
CCF20090524�025 (2) Zadanie 57, Na rynku pojawił się nowy produkt. Na podstawie danych zamieszczonyc
72804 str07 (15) Oprócz Polski samoloty MiG-17 pod oznaczeniem S-104 produkowała na podstawie licenc
Przygotowanie prezentacji na podstawie napisanego artykułusposób szybki, wiec niedoskonały :-) To je
dQ dziEl. Q h .0. zk E/. E/, Q *i Q/7. Zi Estymacja funkcji produkcji: - na podstawie danych
D231 Zadanie 57. Na rynku pojawił się nowy produkt. Na podstawie danych zamieszczonych w tabeli, I
przygotowali ankietę na podstawie, której zapoznano się z opinią pracowników nadleśnictw: Bogdaniec,
Materiały - klasyfikacja Klasyfikacja materiałów na podstawie roli w procesie produkcyjnym: I.
img063 (32) Zadanie 57. Na rynku pojawił się nowy produkt. Na podstawie danych zamieszczonych w tabe
napoje?zalk�6 w placówkach gastronomicznych należ}7 schłodzić do temp. 10°C. Napoje produkowane na p
Egzamin przygotowany jest na podstawie kryteriów wymagań dla klasy I gimnazjum realizującej program
więcej podobnych podstron