Scan10122
Uwaga: wzór (5.1) słuszny dla par materiałowych stal - brąz, stal - żeliwo i dla czołowej liczby przyporu £„ = 1,8 -f- 2,2 oraz współczynnika skrócenia linii styku = 0,75, co najczęściej występuje w praktyce.
Poszczególne parametry wstawiać do wzoru w podanych jednostkach.
gdzie:

- przełożenie przekładni,
y [°] - kąt wzniosu linii śrubowej (dobiera się w zależności od wskaźnika średni
cowego lub samohamowności),
60°<2x< 100° - kąt opasania ślimaka przez ślimacznicę [radj,
«.v
arc tg
- kąt przyporu w przekroju osiowym ślimaka,
an = 20° - kąt przyporu w przekroju normalnym, wówczas zazwyczaj y < 15°,
?2 [Nin] - moment skręcający na ślimacznicy,
Kff = Kv- /ćp = 1,1 + 1,4 - współczynnik obciążenia (w obliczeniach wstępnych
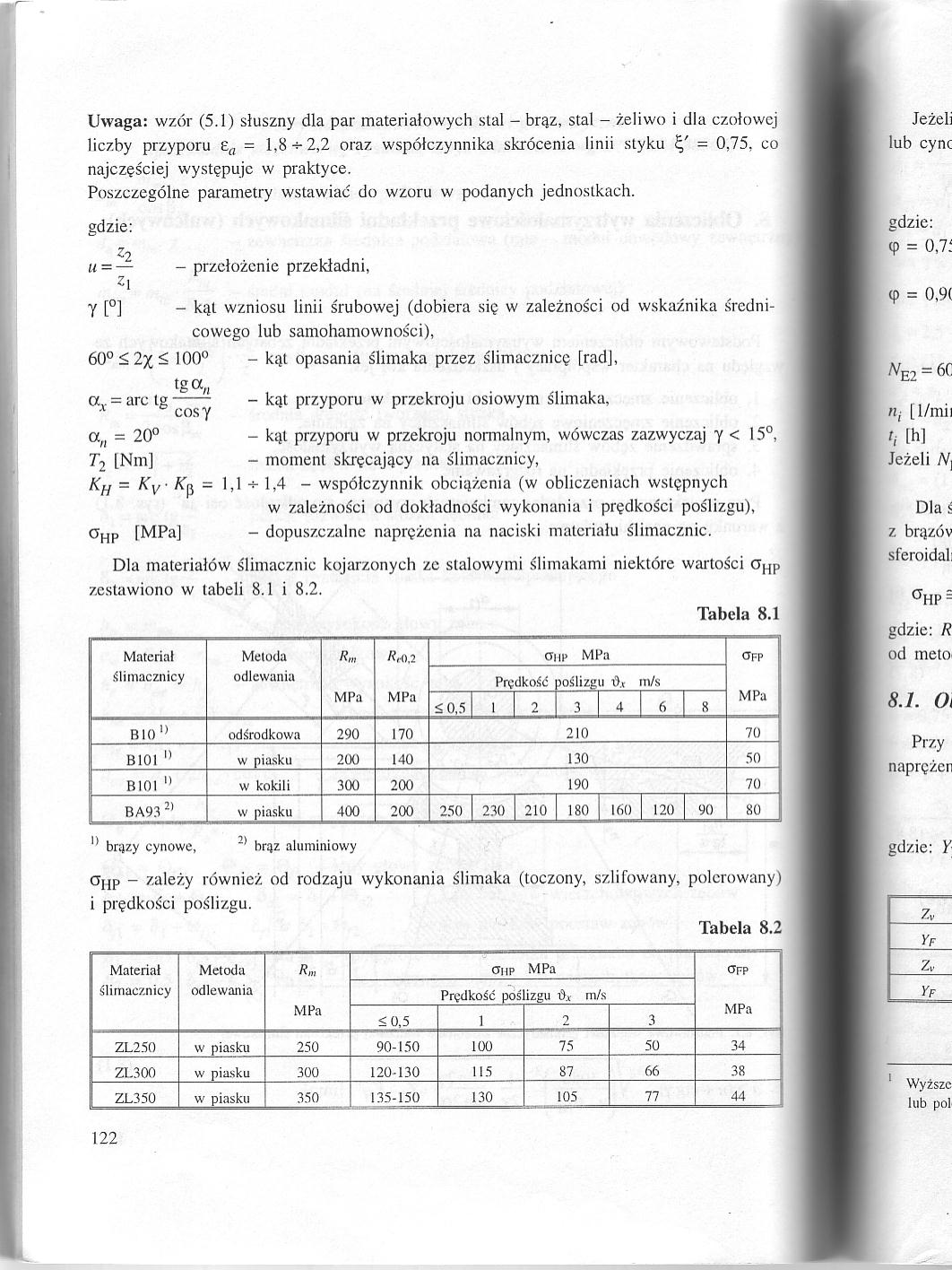
w zależności od dokładności wykonania i prędkości poślizgu), cHP [MPa] - dopuszczalne naprężenia na naciski materiału ślimacznic.
Dla materiałów ślimacznic kojarzonych ze stalowymi ślimakami niektóre wartości aHP zestawiono w tabeli 8.1 i 8.2.
Tabela 8.1
|
Materia! ślimacznicy |
Metoda odlewania |
Rm MPa |
R, 0.2 MPa |
dup MPa |
OFP MPa | ||||||
|
Prędkość |
toślizgu i),< m/s | ||||||||||
|
5 0,5 |
1 |
2 |
3 |
4 |
6 |
8 | |||||
|
B10 ł> |
odśrodkowa |
290 |
170 |
210 |
70 | ||||||
|
B10I 11 |
w piasku |
200 |
140 |
130 |
50 | ||||||
|
BI0I ” |
w koki li |
300 |
200 |
190 |
70 | ||||||
|
BA93 21 |
w piasku |
400 |
200 |
250 |
230 |
210 |
180 |
160 |
120 |
90 |
80 |
11 brązy cynowe, 21 brąz aluminiowy
Onp - zależy również od rodzaju wykonania ślimaka (toczony, szlifowany, polerowany) i prędkości poślizgu.
Tabela 8.2
|
Materia! ślimacznicy |
Metoda odlewania |
R»i MPa |
dup MPa |
OFP MPa | |||
|
Prędkość poślizgu th m/s | |||||||
|
<0,5 |
1 |
2 |
3 | ||||
|
ZL250 |
w piasku |
250 |
90-150 |
100 |
75 |
50 |
34 |
|
ZI.300 |
w piasku |
300 |
120-130 |
115 |
87 |
66 |
38 |
|
ZL350 |
w piasku |
350 |
135-150 |
130 |
105 |
77 |
44 |
122
Wyszukiwarka
Podobne podstrony:
Przekładnie Zębate121 a >(t/ + ctgy)-3 (3080 li * Oun V H?2 J_L,^L.t Kh 2% sir^o^ [mm](8.1) Uwag
62681 skanuj0042 Tablica 5.1 Rodzaj materiału Stal żeliwo Stopy miedzi o twardości 32 200 III)&nbs
skanuj0042 Tablica 5.1 Rodzaj materiału Stal żeliwo Stopy miedzi o twardości 32 ~ 200 HB i st
Scan10082 Tabela 5.11 Współczynnik sprężystości ZF dla różnych par materiałów koła 1 i 2 Koło
286 (36) - 286Tranzystor bipolarny Wzór (5.68) jest słuszny dla IB — 0. W ogólnym przypadku dla IB =
Przekładnie Zębate078 Tabela 5.11 Współczynnik sprężystości Z£ dla różnych par materiałów koła li 2
Elektra skrypt�4 Gdyby można było pominąć wpływ rezystancji mierników, wzór (1.17) byłby słuszny dla
Elektra skrypt�4 Gdyby można było pominąć wpływ rezystancji mierników, wzór (1.17) byłby słuszny dla
DSCF6574 104 mówiąc, wzór 9 jest słuszny dla nieskończenie małych wychyleń. Po wprowadzeniu poprawki
img019 WYBRANE PRZYKŁADY ZASTOSOWANIATWIERDZENIA O CAŁKOWANIU PRZEZ PODSTAWIENIE- Uwaga 2.6 Wzór (2.
2. MATERIAŁY 2.1. STAL ZBROJENIOWA 2.1.1. KLASY I GATUNKI STALI ZBROJENIOWEJ • Kla
więcej podobnych podstron