TEST I (4)
-Ztstaw /•
-Ztstaw /•

35. Wskaźnik zdolności jakościowej Cp możni obliczyć gdy znamy (w których przypadkach można obliczyć):
Pol1 tolerancji i pochylenie itandardowc 1
Linie tolerancji, wartość średnią i odchylenie standardowe Linie tolerancji i wsrtość średnią
36. Który z procesów: szlifowanie dokładne, toczenie zgrubne, dogładzanie ma najwyższy wskaźnik zdolności jakościowej Cp:
a) Toczenie zgrubne
b) Szlifowanie dokładne cl Dogładzanie
™ Na podstawie powyższych danych nie można tego stwierdzić
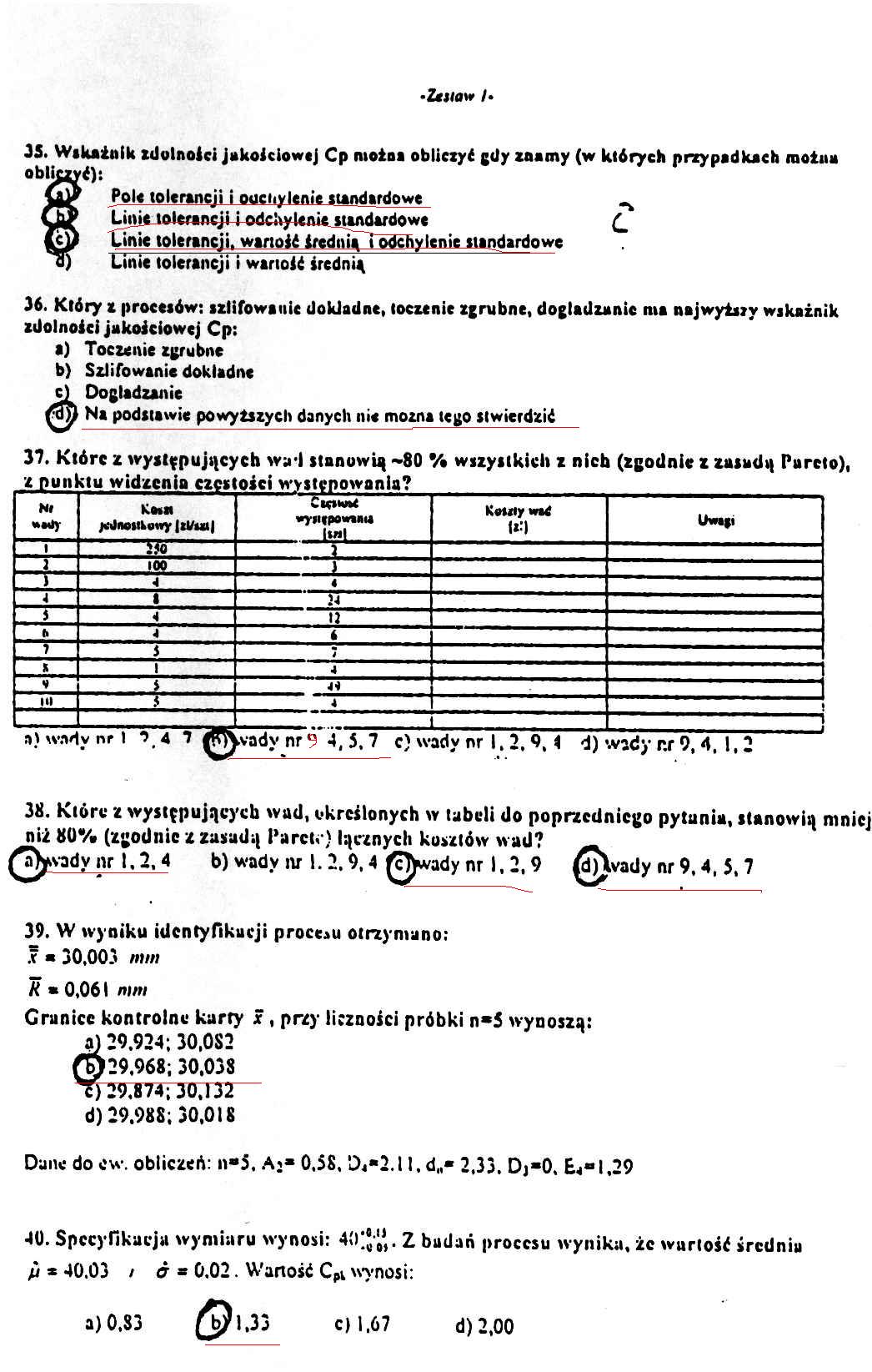
37. Które z występujących wa l stanowią -80 % wszystkich z nich (zgodnie z zasadą Parcto),
|
ł nun |
ktu widzenia częs |
ości występowania? | ||
|
Hf w W) |
k1»si jednostkowy |ll/uuj |
C tętutU wyjlfpowinu • lwi_______ |
Kawy włC i1:i |
Owift |
|
1 |
i 50 |
2 | ||
|
2 |
100 |
) | ||
|
) |
4 |
4 | ||
|
4 |
i |
24 | ||
|
5 |
4 |
\2 | ||
|
h |
4 |
i | ||
|
? |
5 |
m 4 | ||
|
X |
1 |
4 | ||
|
V |
5 |
44 | ||
|
Ml |
5 |
4 | ||
|
_______1___ | ||||
|
^ w.v • |
_v nr i ^ 4 7 4fjVvady nr 9 4, 5. 7 c) wady nr i, 2. 9,4 d) wady r.r 9, 4. 1,2 | |||
38. Które z występujących wad, określonych w tabeli do poprzedniego pytania, stanowią mniej niż 80% (zgodnie z zasadą Parch) łącznych koszlów wad? __
Qyvady nr 1.2.4 b) wady tu 1. 2.9,4 0y1ady nr 1,2,9 ^\vady nr 9.4, 5,7
39. W wyniku identyfikacji procesu otrzymano; x 1 30,003 mm
R 1 0,061 mm
Granice kontrolne karty x , przy łiczooici próbki n15 wynoszą:
Ol 29.924; 30.0S2 ©-9.968; 30,038 T) 29.874; 30.132“ d) 29.988; 30,018
Dane do cw. obliczeń: »15. Aj» 0,58, D412.l I. d„- 2.33. Dj»0, Ej— 1.29
40. Specyfikacja wymiaru wynosi:
40
•0.11 *C OJ
. Z badań procesu wynika, żc wartość średnia
a) 0.83

1.33
c) 1,67
d) 2,00
40.03 / a 1 0.02. Waność Cpi wnosi:
Wyszukiwarka
Podobne podstrony:
TEST I (4) -Ztstaw /• -Ztstaw /• 35. Wskaźnik zdolności jakościowej Cp możni obliczyć gdy znamy (w k
IMG?50 Według 1 ohias/ Adamczyk (1996), akcentując znaczenie subiekty^ wskaźników W wonie jakości ży
TEST 1.6. 2. Cudzoziemiec będący 35-letnim obywatelem Niemiec, stale zamieszkujący: a)
TEST 1.6. 2. Cudzoziemiec będący 35-letnim obywatelem Niemiec* stale zamieszkujący: a)
wskaźnikiem ilościowo-jakościowym glutenu jest liczba glutenowa, pozwalająca na określenie w
UMIEJĘTNOŚCI AKADEMICKIE - SYLLABUS WSFiZ 4.4. Test 1 Test składa się z 35 pytań
46754 test ham4 33. W sytuacji pokazanej na rysunku : s) Cp=Cpk b) &nb
TEST 3 bmp Test 3.SYNONIMY Przeznaczony do pomiaru zdolności werbalnych. Test ten bada znajomość słó
2 (825) 2 3 . Badanie zdolności jakościowej maszyny Określono iż wymiarom istotnym jest i.- u,Cł. (m
więcej podobnych podstron