26 (43)
8. SZLIFOWANIE 8.1. Kinematyka szlifowania
Szlifowanie jest obróbką wykańczającą powierzchni za pomocą narzędzi ściernych (ściernic, segmentów ściernych, osełek, narzędzi ściernych nasypowych) o nieokreślonej liczbie czynnych ostrzy skrawających i nieokreślonej geometrii ostrzy (zmiennych w czasie skrawania). Ten typ obrabiarki umożliwia uzyskanie dużej dokładności wymiarowej i kształtowej oraz małej chropowatości powierzchni. Można wykonywać szlifowanie:
- płaszczyzn,
- wałków,
- otworów.
W zależności od kierunku posuwu możemy szlifować z posuwem wzdłużnym lub wgłębnym.
Ruchem głównym szlifowania jest ruch obrotowy ściernicy. Ruch posuwowy w zależności od odmiany kinematycznej szlifowania może być wykonywany przez przedmiot lub rzadziej przez ściernicę. Przy szlifowaniu powierzchni obrotowych (zewnętrznych lub wewnętrznych) przedmiot wykonuje ruch obrotowy, (rys. 8.3, 8.4). Wyjątkiem jest szlifowanie planetarne, przy którym ściernica wykonuje ruchy: główny, obiegowy i posuwowy, a przedmiot jest nieruchomy. Przy szlifowaniu płaszczyzn przedmiot obrabiany porusza się ruchem prostoliniowym lub rzadziej obrotowym. Kinematyczne odmiany szlifowania przedstawiono na rysunkach 8.2 do 8.4.
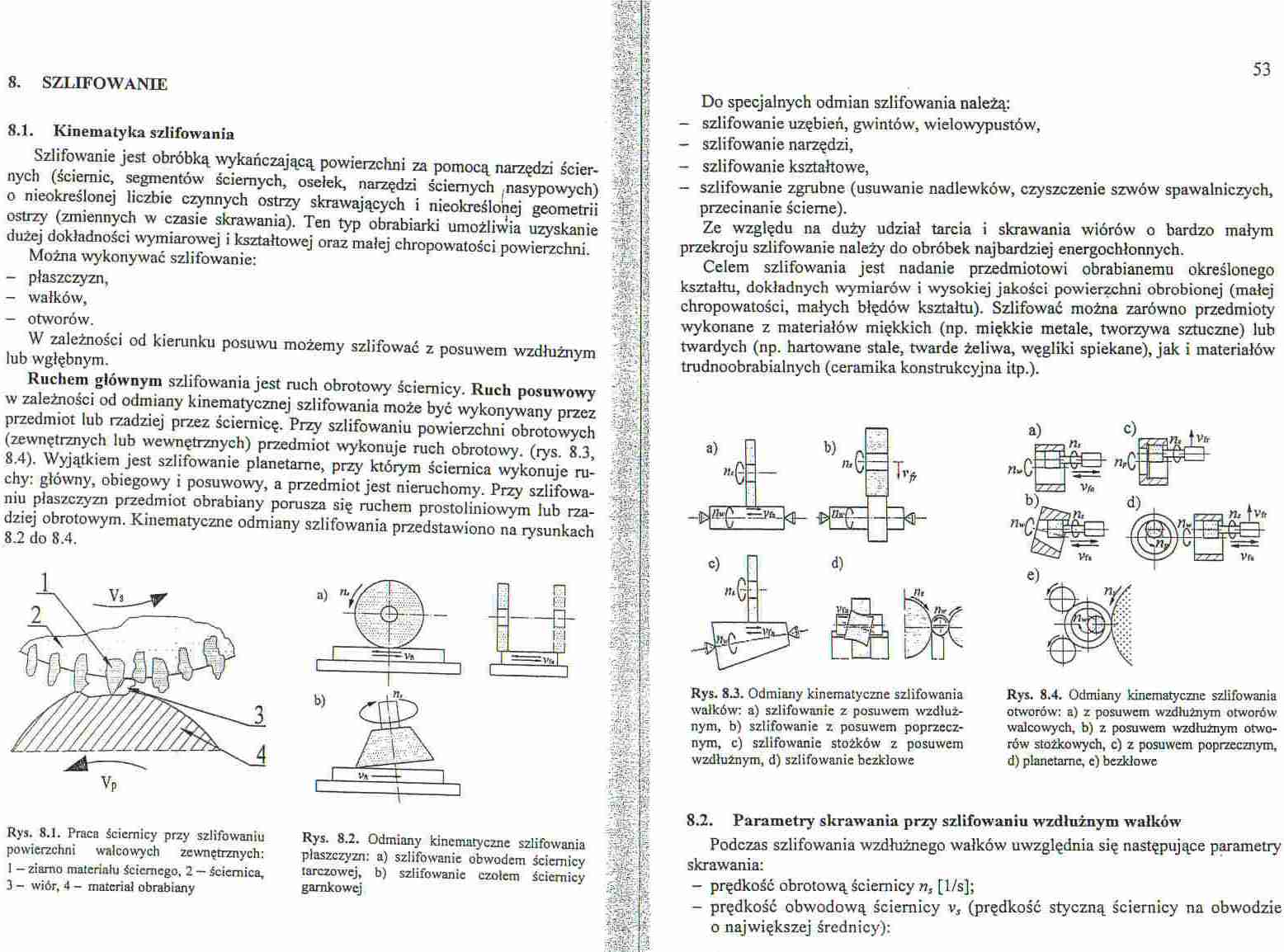
Rys. 8.1. PracR ściernicy przy szlifowaniu powierzchni walcowych zewnętrznych: I - ziarno materiału ściernego, 2 — ściernica, 3 - wiór, 4 - materia) obrabiany
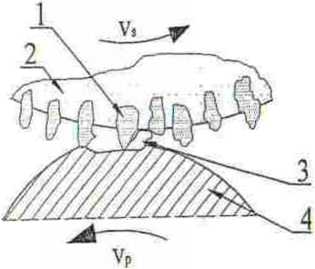
Rys. 8.2. Odmiany kinematyczne szlifowania płaszczyzn: a) szlifowanie obwodem ściernicy tarczowej, b) szlifowanie czołem ściernicy garnkowej
Do specjalnych odmian szlifowania należą:
- szlifowanie uzębień, gwintów, wielowypustów,
- szlifowanie narzędzi,
- szlifowanie kształtowe,
- szlifowanie zgrubne (usuwanie nadlewków, czyszczenie szwów spawalniczych, przecinanie ścierne).
Ze względu na duży udział tarcia i skrawania wiórów o bardzo małym przekroju szlifowanie należy do obróbek najbardziej energochłonnych.
Celem szlifowania jest nadanie przedmiotowi obrabianemu określonego kształtu, dokładnych wymiarów i wysokiej jakości powierzchni obrobionej (małej chropowatości, małych błędów kształtu). Szlifować można zarówno przedmioty wykonane z materiałów miękkich (np. miękkie metale, tworzywa sztuczne) lub twardych (np. hartowane stale, twarde żeliwa, węgliki spiekane), jak i materiałów trudnoobrabialnych (ceramika konstrukcyjna itp.).
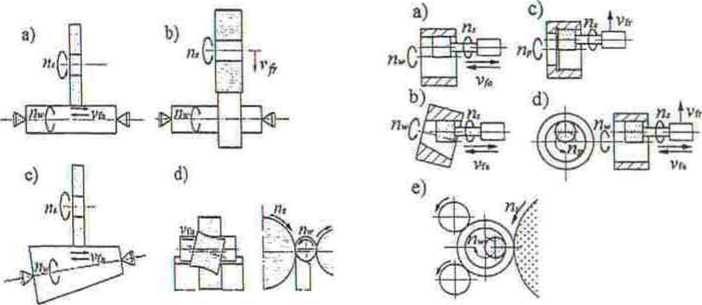
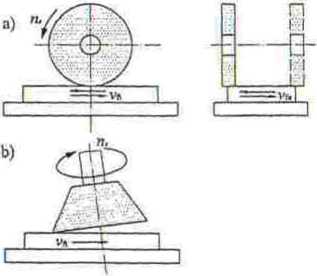
Rys. 8J. Odmiany kinematyczne szlifowania wałków: a) szlifowanie z posuwem wzdłużnym, b) szlifowanie z posuwem poprzecznym, c) szlifowanie stożków z posuwem wzdłużnym, d) szlifowanie bezklowe
Rys. 8.4. Odmiany kinematyczne szlifowania otworów: a) z posuwem wzdłużnym otworów walcowych, b) z posuwem wzdłużnym otworów stożkowych, c) z posuwem poprzecznym, d) planetarne, e) bezkłowe
8.2. Parametry skrawania przy szlifowaniu wzdłużnym wałków
Podczas szlifowania wzdłużnego wałków uwzględnia się następujące parametry skrawania:
- prędkość obrotową ściernicy n, [1/s];
- prędkość obwodową ściernicy v, (prędkość styczną ściernicy na obwodzie o największej średnicy):
Wyszukiwarka
Podobne podstrony:
8. SZLIFOWANIE 8.1. Kinematyka szlifowania Szlifowanie jest obróbką wykańczającą powierzchni za pomo
Szlifowanie Szlifowanie polega na obróbce wykończeniowej określonej powierzchni za pomocą
Walcownictwo WALCOWNICTWO Proces walcowania jest to obróbka cieplno-mechaniczna, za pomocą której wl
BŁĘKITNA MATEMATYKA 1 2 (43) Policz, ile jest koni, a ilu dżokejów. Za pomocą jakich liczbę 10?W 101
BŁĘKITNA MATEMATYKA 1 2 (43) Policz, ile jest koni, a ilu dżokejów. Za pomocą jakich cyfr zapiszesz&
Slajd50 (23) Moduł wykonawczy Działanie systemu nie jest ograniczone do wnioskowania za pomocą metod
skanuj0530 Rozdział 21. ♦ Tworzenie sklepu internetowego 551 Zapytanie jest wysyłane do serwera za p
Slajd16 (109) Rejestry segmentowe Megabajt przestrzeni pamięciowej jest adresowany przez procesor, z
Slajd50 (23) Moduł wykonawczy Działanie systemu nie jest ograniczone do wnioskowania za pomocą metod
MechanikaG9 Płyny, w których naprężenie styczne jest opisane z dostateczną dokładnością za pomocą hi
IMG 09 - obecności układu krążenia u dżdżownicy, a braku u wypławka. Tlen jest sprawniej rozp^T^ ny
skanuj2 10 - ...=6 (w każdym z tych przypadków równanie jest warunkiem na szukaną) • &nb
MechanikaG9 Płyny, w których naprężenie styczne jest opisane z dostateczną dokładnością za pomocą hi
więcej podobnych podstron