CCF20110402�002
132
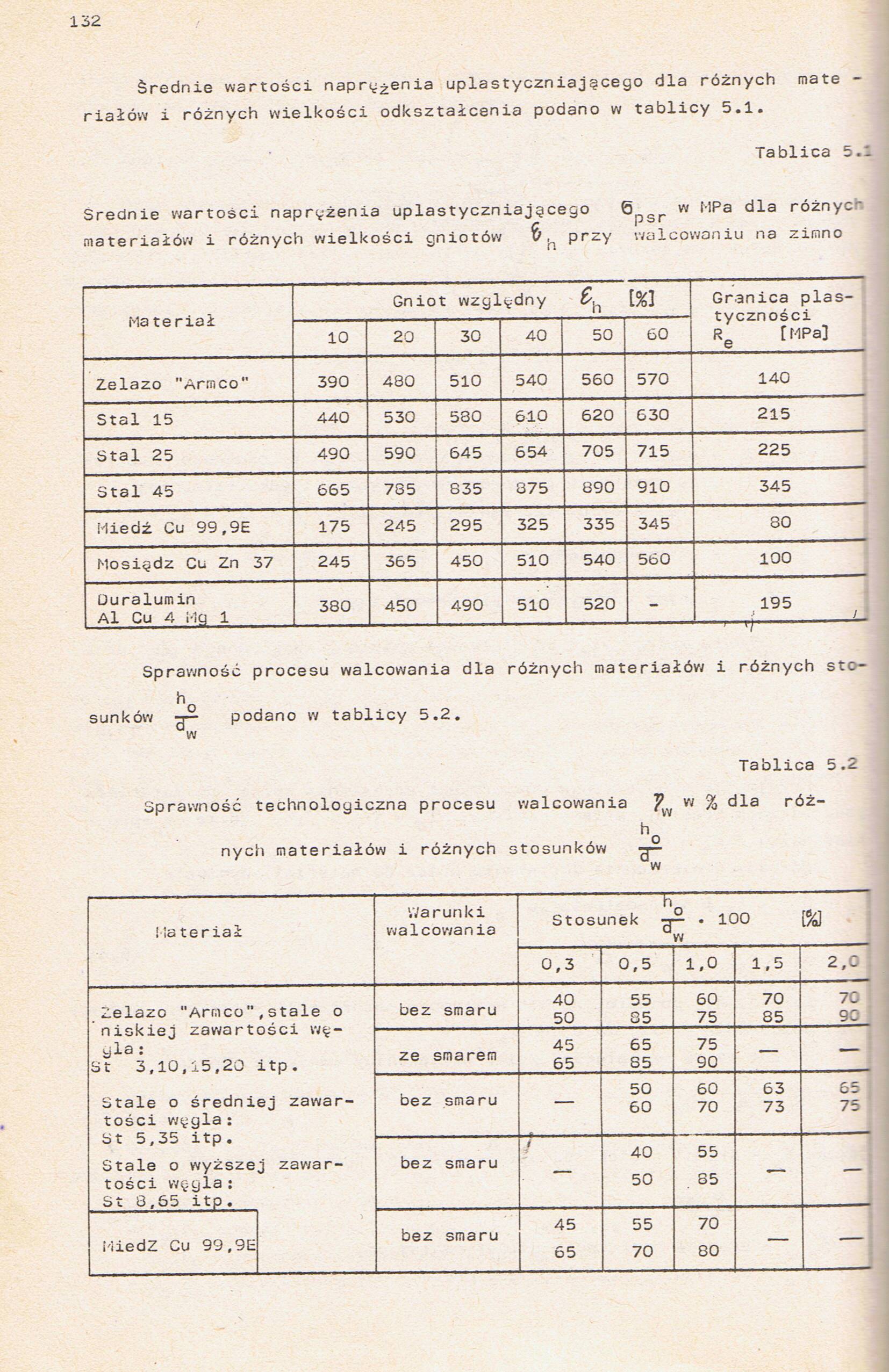
Średnie wartości naprężenia uplastyczniającego dla różnych matę -riałów i różnych wielkości odkształcenia podano w tablicy 5.1.
Tablica 5.1
Średnie wartości naprężenia uplastyczniającego 6 w MPa dla roznyc"
G P ,
materiałów i różnych wielkości gniotów V ,n przy walcowaniu na zimno
|
Materiał |
Gniot względny [%] |
Granica plastyczności Re [ MPa] | |||||
|
10 |
20 |
30 |
40 |
50 |
60 | ||
|
Żelazo "Armco" |
390 |
480 |
510 |
540 |
560 |
570 |
140 |
|
Stal 15 |
440 |
530 |
580 |
610 |
620 |
630 |
215 |
|
Stal 25 |
490 |
590 |
645 |
654 |
705 |
715 |
225 |
|
Stal 45 |
665 |
785 |
835 |
375 |
890 |
910 |
345 |
|
Miedź Cu 99,9E |
175 |
245 |
295 |
325 |
335 |
345 |
80 |
|
Mosiędz Cu Zn 37 |
245 |
365 |
450 |
510 |
540 |
560 |
100 |
|
Ouralumin Al Cu 4 Mej 1 |
380 |
450 |
490 |
510 |
520 |
- |
■195 ,1 |
Sprawność procesu walcowania dla różnych materiałów i różnych stoli
sunków -i— podano w tablicy 5.2. w
Tablica 5.2
Sprawność technologiczna procesu walcowania V w % dla róż
nych materiałów i różnych stosunków g—
w
|
Materiał |
Warunki walcowania |
--- Stosunek -i— . 100 [%] w | |||||
|
0,3 |
0,5 |
1,0 |
1,5 |
2,0 j | |||
|
Żelazo "Armco",stale o niskiej zawartości wę-yla : St 3,10,15,20 itp . Stale o średniej zawartości węgla : St 5,35 itp. Stale o wyższej zawartości węgla: St 8.55 itp. |
bez smaru |
40 50 |
55 85 |
60 75 |
70 85 |
70 90. | |
|
ze smarem |
45 65 |
65 85 |
75 90 |
— | |||
|
bez smaru |
— |
50 60 |
60 70 |
63 73 |
7§ | ||
|
bez smaru |
/ |
40 50 |
55 35 |
— |
__ - | ||
|
MiedZ Cu 99,96 |
bez smaru |
45 65 |
55 70 |
70 80 |
— |
_ | |
Wyszukiwarka
Podobne podstrony:
skanuj0349 (2) Wartości naprężeń dopuszczalnych dla materiału pasów są podane tabl. 13.1. Zdolność n
P1090423 112 112 ca i Tabl Wartości naprężenia uplastyczniającego ęrp [MPa] i współczynnika
WM010 Przy jednakowych znakach Ma i z otrzymuje się dodatnią wartość naprężenia normalnego <r, pr
Obróbka plastyczna stopów magnezu 135 Najmniejsze wartości naprężenia uplastyczniającego w badanym
gdzie: To - średnia wartość naprężenia stycznego, wywołującego ścinanie połączenia metalicznego, Sp
wspó czynnik ft Tablica Wartości współczynnika ft dla różnych temperatur Temperatura łożyska,
WM010 Przy jednakowych znakach Ma i z otrzymuje się dodatnią wartość naprężenia normalnego a, przy r
CHEMIA POLIMERÓW I MATERIAŁÓW POLIMEROWYCH Naprężenie- odkształcenie dla różnych typów
4. Odczytać wartość pojemności próbki dla różnych temperatur aż do
DSCF4732 Wartości letalne temperatury dla różnych organizmów gatunek Dolna granica
więcej podobnych podstron