CCI20101229�021
o o c- <_/
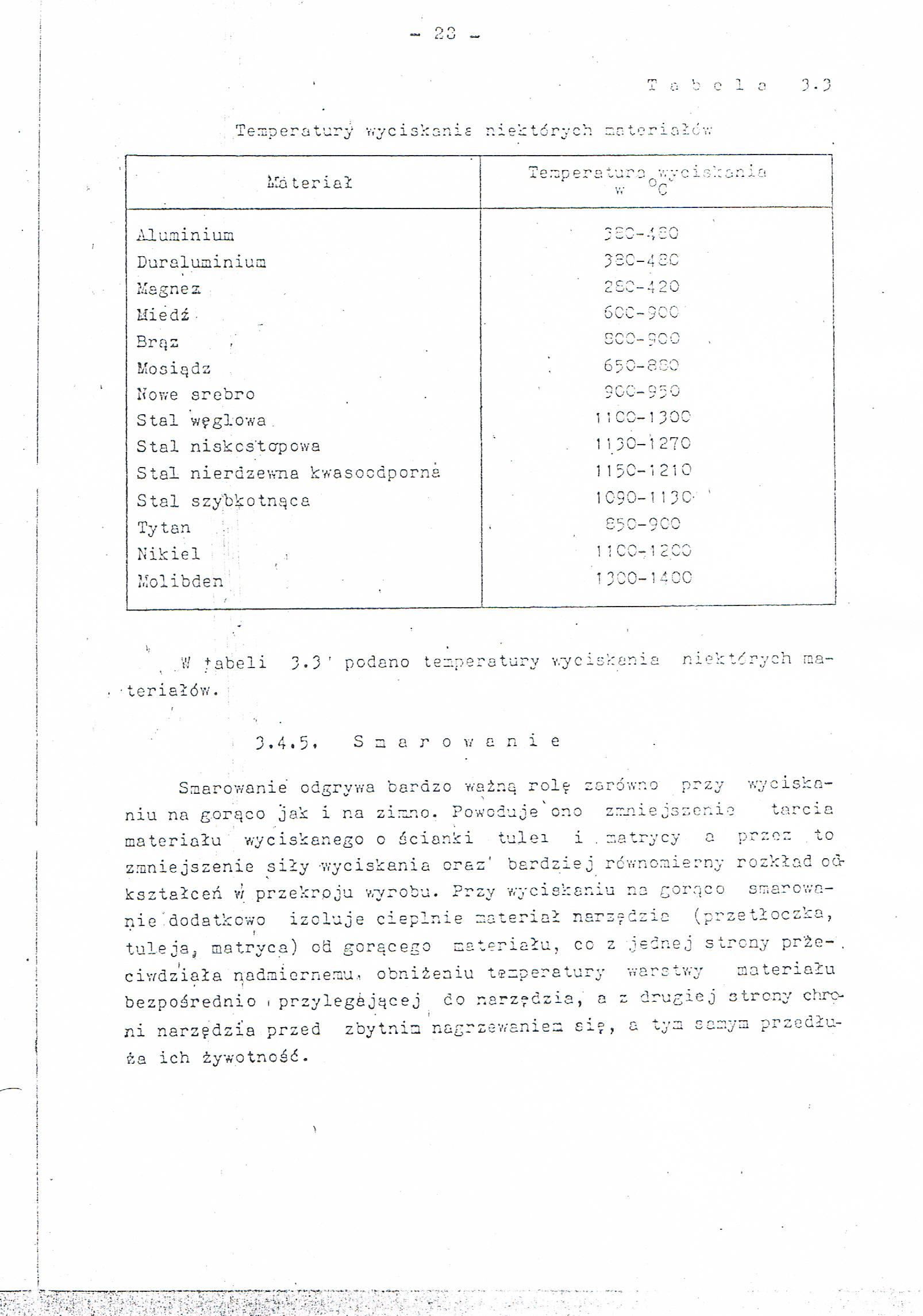
temperatury wycis.-csnis
c. •" +
:r. lonaic
|
tła ter iał |
Temperatura v.- v r* -s a k anjr< w °C |
|
Aluminium |
i i |
|
Duraluminium |
3SC-4 SC |
|
Magnez |
P C A o |
|
Miedź • |
C\ O 0 1 V:.; O O |
|
Brąz |
r: ^ ^ ^ ^ |
|
Mosiądz |
650-850 |
|
Nowe srebro |
9 00—9p 0 |
|
Stal węglowa. |
1 1 W W--1 ^ |
|
Stal niskesterpowa |
1130-1270 |
|
Stal nierdzewna kwasoedporns |
1150-i 2 i 0 |
|
Stal szybkotnąca |
1 u 30- 1 1 j C- |
|
Tytan |
85 C-CO |
|
Nikiel ; |
1 11 CC-1200 |
|
Molibden |
1300-1400 _i |
! ii ms~'
W +abeli 3*3' p°^cno temperatury v.yciskenia
teriałÓY/ .
|
y/ a n i e | ||
|
•ważną rolę z |
crown o przy |
W' C' 1 n |
|
owocuje cno |
zmnie jszenio |
tarć |
.4.5.
materiału wyciskanego c ścianki tulei i . matrycy a przez to zmniejszenie siły -wyciskania oraz’ bardziej równomierny rozkład odkształceń ¥/ przekroju wyrobu. Przy wyciskaniu na gorąco smarowanie dodatkowo izoluje cieplnie materiał narzędzia (prze tłoczka,
f
tuleja, matryca) cd gorącego materiału, cc z jednej strony pr'że- . civfdz'iała nadmiernemu, obniżeniu temperatury warstwy materiału bezpośrednio i przylegającej co narzędzia, a z drugiej strony chroni narzędzia przed zbytnim nagrzewaniem się, a tym samym przedłuża ich żywotność.
Wyszukiwarka
Podobne podstrony:
CCI20121023�006 Temperatura f [ UC) Zawartość wilgoci
CCI20110406�014 Drugi segment stanowiska „Wyznaczanie wpływu temperatury na parametry dioc jak sama
tek draw1 _37_ L 21.75Lagę Temperatuur Stirling Assemblage schets ter orientatieLow Temperaturę Stir
scan0076 3 90 1 2 3 Temperatura Czujniki opornościowe, ter-inopary. termistory Podstawowy paramet
Opieka nad chorym z guzem mózgu sto przebiegające ze znacznym wzrostem temperatury (uszkodzenie ośro
Zdjęcie027 (8) 2. Mech lamzm ter mic/nrgo t
Promieniowanie tła - to promieniowanie ciała doskonale czarnego o temperaturze około 3K i długości f
2-2015 TRIBOLOGIA 61 temperaturę otoczenia (tła), wilgotność powietrza (znacząco wpływającą na
DSCF5598 Test Oporności Elektrycznej SkórySzczura - TER Testowane substancje nakłada się w temperatu
barrow10 „Wielki cosinus na niebie” pokazuje obserwowane różnice temperatury mikrofalowego promienio
CCI20141208�000 Krioterapia całego ciału kriokomora Wykonywana jest w specjalnych komorach, w której
CCI20141208�005 Krioterapła całego ciała krio ko trutni Wykonywana jest w specjalnych komorach, w kt
CCI20111111�011 i inne. Niektóre zaś metale, jak ołów, cyna, rtęć, w temperaturach bliskich zera bez
więcej podobnych podstron