kpiup0054
38
1. Wytyczne do konstruowania przyrządów precyzyjnych
modeli. Odlewanie w formach piaskowych elementów ze stopów metali nieżelaznych jest uzasadnione tylko wtedy, gdy są potrzebne małe liczby elementów, najwyżej kilkaset sztuk, lub gdy zależy na tym, aby szybko otrzymać pierwsze odlewy. Koszt jednostkowy wykonania odlewu jest duży, na co składa się kilka przyczyn: formowanie ręczne, dużo odpadów na wlewy, przelewy i braki z powodu ukazywania się wad odlewniczych podczas obróbki skrawaniem, mała dokładność wykonania, z której wynika potrzeba dużych naddatków na skrawanie i konieczność obróbki skrawaniem wszystkich powierzchni dokładnych, wreszcie duża grubość ścianek w porównaniu z odlewami wykonanymi w formach metalowych, a więc duże zużycie materiału.
1.8.1.2. Kształtowanie odlewów piaskowych
Ze względu na konieczność łatwego wykonania modelu i formowania kształt elementu powinien być możliwie prosty. Należy unikać krzywych powierzchni (rys. 1.23a) i kształtów, do odtworzenia których jest wymagane stosowanie więcej niż jednej powierzchni podziału formy (rys. 1.24a), zawiłych powierzchni podziału formy (rys. l,24b), odejmowanych części modelu (rys. 1.24a), umożliwiających wyjęcie modelu z formy. Takie części podczas formowania łatwo przesuwają się i są często przyczyną powstawania braków.
a) A~A
|
7777? |
777p |
|
F |
1 / |
|
2///Ó |

CZZŻZ^ŹZŹZi
4-/1
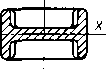
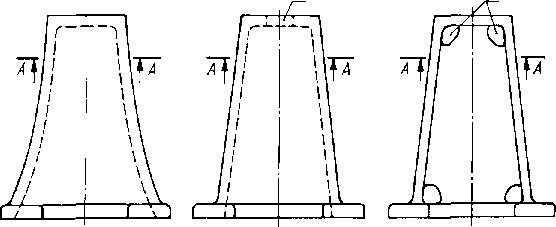
Rys. 1.23. Odlewy w formach piaskowych ukształtowane; a) źle, b) lepiej, ej najlepiej; i — otwór do podparcia rdzenia — poprawnie, 2 — otwory w ścianie na narożach, x—x płaszczyzna podziału formy
Jeśli to jest możliwe należy zastępować kształty skrzynkowe, do których otworzenia jest wymagane stosowanie rdzeni (rys. 1.23a, b), kształtami teowymi lub dwuteowymi (rys. 1.23c), które można zaformować w dwóch częściach formy, bez stosowania rdzeni. Jeśli jednak jest konieczne zastosowanie rdzeni, należy przewidzieć otwory 2 w przeciwległych ściankach do podparcia rdzenia (rys. 1.23) oraz otwory 1 umożliwiające wyczyszczenie (usunięcie rdzenia) po odlewie (rys. 1.23b). Otwory te powinny być tak rozmieszczone, aby był łatwy dostęp do wszystkich zakątków wnętrza odlewu podczas jego czyszczenia Czyszczenie jest operacją ręczną, bardzo kosztowną. Odlewy powinny mieć pochylenia odlewnicze, ułatwiające wyjęcie modelu z formy. Niskie nadlewki wykonuje się zwykle z pochyleniami oc = 5-h100. Pochylenia są zawarte zwykle w granicach od a = 1°30' dla H < 50 mm do a = 30' dla H = 500 mm (rys. 1.25).
Wyszukiwarka
Podobne podstrony:
kpiup0050 34 1. Wytyczne do konstruowania przyrządów precyzyjnych Rys. 1.16. Przykłady usztywnienia
kpiup0072 56 1. Wytyczne do konstruowania przyrządów precyzyjnych Rys. 1.54. Kształtowanie wypraski;
kpiup0046 30 ]. Wytyczne do konstruowania przyrządów precyzyjnych otworów o wymiarach zbyt małych w
kpiup0048 32 ł. Wytyczne do konstruowania przyrządów precyzyjnychTablica 1.3. Współczynniki do oblic
kpiup0062 46 i. Wytyczne do konstruowania przyrządów precyzyjnych Tablica 1.9. Pochylenia odlewnicze
kpiup0072 56 1. Wytyczne do konstruowania przyrządów precyzyjnych Rys. 1.54. Kształtowanie wypraski;
więcej podobnych podstron