kpiup0048
32
ł. Wytyczne do konstruowania przyrządów precyzyjnych
Tablica 1.3. Współczynniki do obliczania promienia gięcia części blaszanych
Kąt gięcia
Kąt gięcia
< 90° 90°
90-120"
120—135"
1,0-1,3 1,3- 1,5
Przy gięciu części wykrawanych i następnie niewyzarżanych wartości k należy przyjmować jak dla materiału poddanemu zgniotowi.
Wartości współczynnika k
|
Materiały |
Stan materiału | |||
|
wyżarzony |
utwardzony zgniotem | |||
|
Kierunek linii gięcia względem kierunku walcowania | ||||
|
w poprzek |
wzdłuż |
w' poprzek |
wzdłuż | |
|
Aluminium |
0,0 |
0,2 |
0,3 |
0,8 |
|
Miedź |
0,0 |
0,2 |
1,0 |
2.0 |
|
Mosiądz M63 |
0,0 |
0,2 |
0,4 |
0,8 |
|
Stal EA (Armco) |
0,0 |
0,2 |
0,2 |
0,5 |
|
Stal 10, St2 |
0,0 |
0,4 |
0,4 |
0,8 |
|
Stal 15—20, St3 |
0,1 |
0,5 |
0,5 |
1,0 |
|
Stal 25—30, St4 |
0,2 |
0,6 |
0,6 |
1,2 |
|
Stal 35—10, St5 |
0,3 |
0,8 |
0,8 |
1,5 |
|
Stal 45—50, St6 |
0,5 |
1,0 |
1,0 |
1,7 |
|
Stal 55 -60, St7 |
0,7 |
1,3 |
1,3 |
2,0 |
|
Dural (PAG) niestarzony |
1,0 |
1,5 |
1,5 |
2,5 |
|
Dural (PAG) starzony |
— |
— |
3,0 |
4,0 |
Wartości współczynnika
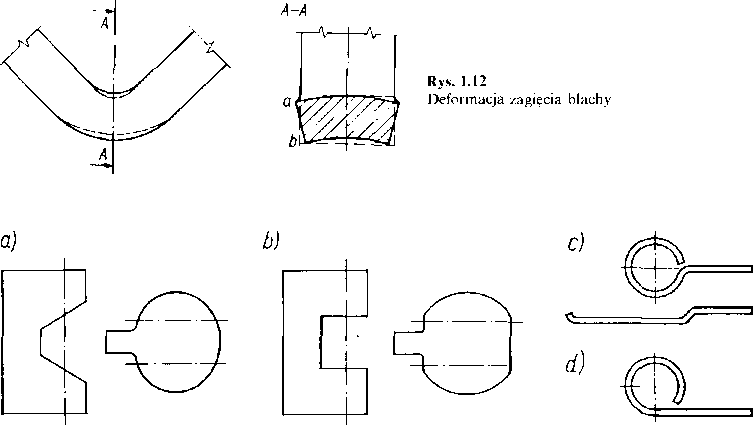
Rys. 1.13. Linie gięcia elementów wykonanych z blachy: a) wadliwe, b) prawidłowa (linia osiowa — linia gięcia), c) wadliwe (z operacją wstępną), d) prawidłowe
Wyszukiwarka
Podobne podstrony:
kpiup0072 56 1. Wytyczne do konstruowania przyrządów precyzyjnych Rys. 1.54. Kształtowanie wypraski;
kpiup0042 1. Wytyczne do konstruowania przyrządów precyzyjnych 26 Produkcja jednostkowa. W produkcji
kpiup0044 1. Wytyczne do konstruowania przyrządów precyzyjnych 28 skrawanego jest trudne. Dlatego ko
kpiup0046 30 ]. Wytyczne do konstruowania przyrządów precyzyjnych otworów o wymiarach zbyt małych w
kpiup0050 34 1. Wytyczne do konstruowania przyrządów precyzyjnych Rys. 1.16. Przykłady usztywnienia
więcej podobnych podstron