kpiup0357
6.6. Połączenia zgrzewane 341
6.6. Połączenia zgrzewane
6.6.1. Wiadomości wstępne
Typową metodą łączenia stosowaną w mechanizmach drobnych jest zgrzewanie elektryczne oporowe elementów metalowych, dokonywane na zgrzewarce. Elementy ściska się elektrodami zgrzewarki i włącza na określony czas prąd elektryczny o odpowiednim natężeniu, który wskutek dużej oporności elektrycznej w miejscu styczności elementów powoduje nagrzanie metali do stanu plastycznego i zrastanie się ich ziaren krystalicznych. Rozróżnia się zgrzewanie (rys. 6.14):
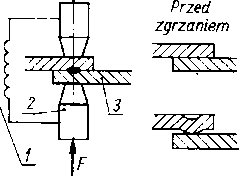
- punktowe oraz garbowe (które jest odmianą zgrzewania punktowego i polega na zgrzaniu blach w miejscach, gdzie cieńsza z blach ma wytłoczone garby, które po rozgrzaniu i dociśnięciu są spłaszczane); stosowane do łączenia cienkich blach;
- liniowe — za pomocą obracających się elektrod krążkowych i przerywanego przepływu prądu (powstaje zgrzeina złożona z nakładających się na siebie zgrzein punktowych); stosowane w celu uzyskiwania zgrzein ciągłych i szczelnych;
- doczołowe: zwarciowe (z ciągłym dociskiem elementów przy zgrzewaniu) i iskrowe (z dociskiem w końcowej fazie); stosowane do łączenia prętów, prętów z blachami, kształtowników.
F
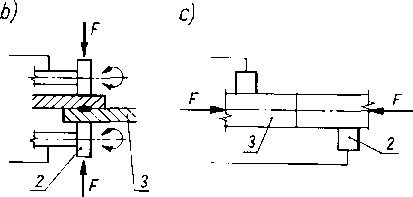
Rys. 6.14, Rodzaje zgrzewania oporowego: a) punktowe i garbowe, b) liniowe, c) doczołowe; / — transformator, 2 — elektroda, 3 — elementy zgrzewane, F — siła docisku
W tablicy 6.71 określono zgrzewalność wybranych materiałów przy zgrzewaniu oporowym. Dobrze zgrzewalne są stale, trudno zgrzewalne — stopy Cu i Al (z powodu małej oporności elektrycznej), które wymagają stosowania specjalnych zgrzewarek.
Na rysunku 6.15 przedstawiono przykłady połączeń zgrzewanych. Połączenia te przed zgrzewaniem należy tak ukształtować, aby łatwy był dostęp elektrod zgrzewarki do miejsc zgrzewania. Elementy zgrzewane powinny być możliwie jednakowej grubości, a ich powierzchnie w miejscach łączenia — obustronnie czyste.
Zgrzewać punktowo można również drut z blachą (rys. 6.15b) lub dwa pręty (rys. 6.15c); w tym ostatnim przypadku następuje w miejscu łączenia znaczne i trudne do określenia zbliżenie osi elementów.
Elementów zgrzewnych nie należy poddawać obróbce galwanicznej, gdyż na skutek pozostawania resztek kąpieli galwanicznej w szczelinach ulegają one szybkiej korozji.
Wyszukiwarka
Podobne podstrony:
8. Rysowanie połączeń nierozłącznych - połączenia spawane 8.1. Wiadomości wstępne Spawanie jest
kpiup0358 6. Połączenia 342 Tablica 6.71. Zgrzewalność wybranych metali i stopów przy zgrzewaniu opo
kpiup0362 6. Połączenia 346 Tablica 6.74. Przedstawianie połączeń zgrzewanych na rysunkach (wg
str 025 8. ZASADY KONSTRUOWANIA I OBLICZANIE POŁĄCZEŃ SPAWANYCH8.1. Wiadomości ogólne o spawaniu i k
Slajd47 Wytrzymałość śrub - połączenia skręcane ze wstępnym zaciskiem Schemat połączenia śrubowego w
Slajd49 Wytrzymałość śrub - połączenia skręcane ze wstępnym zaciskiem Do obliczeń przybliżonych przy
Nowy 1 instrukcja do ćwiczenia NR 5 Badanie połączenia śrubowego z napięciem wstępnym I. WSTĘP llf c
DSC00811 (4) Rys. 5.11. Klinowe połączenia poprzeczne z napięciem wstępnym: o) czop walcowy połączen
Slajd46 Wytrzymałość śrub - połączenia skręcane ze wstępnym zaciskiem W połączeniach gwintowych dość
Jest to więc połączenie przedstawienia wiadomości zawartych w literaturze z próbą pogodzenia lub wyk
str 025 8. ZASADY KONSTRUOWANIA I OBLICZANIE POŁĄCZEŃ SPAWANYCH8.1. Wiadomości ogólne o spawaniu i k
kpiup0363 6.7. Połączenia lutowane 347 - wymiary zgrzeiny; - inn
1.ELEMENTY ZGINANE - BELKI 1.1. Wiadomości wstępne. Belki są podstawowym elementem konstrukcji stalo
więcej podobnych podstron