skanowanie0007 (2)
204
c) Prasowanie tłoczne tworzyw termoplastycznych Prasowanie tłoczne tworzyw termoplastycznych, jako mało wydajne, jest rzadko spotykane. Jest ono stosowane do wyrobów, które np. ze względu na swą znaczną grubość nie mogą być wykonane metodą prasowania wtryskowego, bądź też do półwyrobów, jak np. płyty, bloki itp.
Z tworzyw termoplastycznych prasowaniu poddawane są między innymi: polietylen, polipropylen, poliuretan, rzadziej twardy PCW i polimetakrylan metylu. Charakterystykę procesu prasowania tłocznego tych tworzyw przedstawia rys. 3.
|
j |
H |
/ 1 | |
|
czas prasowania | |||
|
\ |
C podgrzewanie i załadow. formy ' \ |
usuniecie | |
|
cykl prasowniczy |
\wypraS ki |
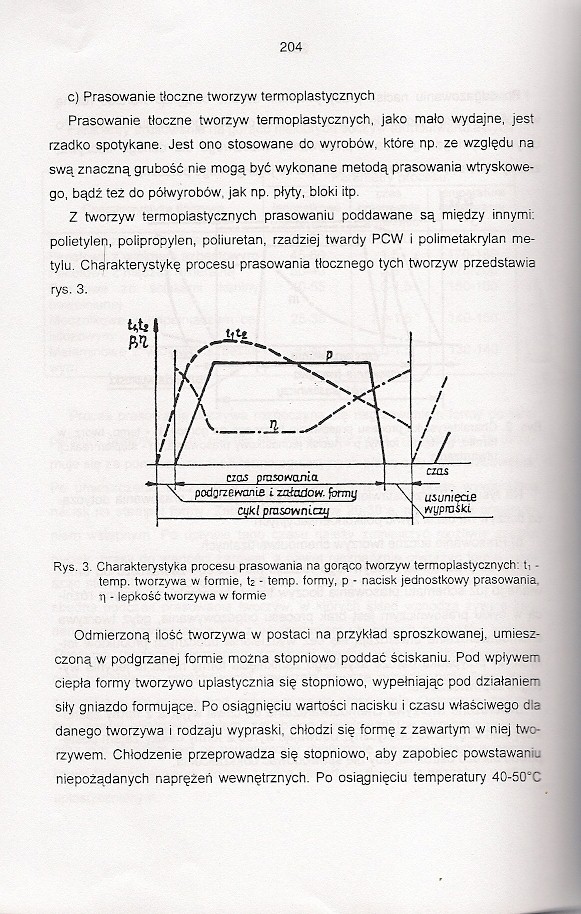
Rys. 3. Charakterystyka procesu prasowania na gorąco tworzyw termoplastycznych: ti -temp. tworzywa w formie, t2 • temp. formy, p - nacisk jednostkowy prasowania, ą - lepkość tworzywa w formie
Odmierzoną ilość tworzywa w postaci na przykład sproszkowanej, umieszczoną w podgrzanej formie można stopniowo poddać ściskaniu. Pod wpływem ciepła formy tworzywo uplastycznia się stopniowo, wypełniając pod działaniem siły gniazdo formujące. Po osiągnięciu wartości nacisku i czasu właściwego dla danego tworzywa i rodzaju wypraski, chłodzi się formę z zawartym w niej tworzywem. Chłodzenie przeprowadza się stopniowo, aby zapobiec powstawaniu niepożądanych naprężeń wewnętrznych. Po osiągnięciu temperatury 40-50*C
Wyszukiwarka
Podobne podstrony:
skanowanie0001 (3) Ćwiczeń ie 11PRASOWANIE TWORZYW SZTUCZNYCH11.1. Prasowanie tłoczne Prasowanie tło
skanowanie0004 (2) 201 a) Prasowanie tłoczne tworzyw termoutwardzalnych Prasowanie tłoczyw odbywa si
skanowanie0164 204 Analiza środków psychoaktywnych w materiale biologicznym i analizy, 2. opracowani
skanowanie0063 204 ności niekierownicze, które mógłby wykonywać ktoś o niższych kwalifikacjach. Nie
skanowanie0098 3 204 Tabele Tabela 3. Niektóre właściwości cieczy w temperaturze 20°C Nazwa cieczy
skanowanie0001 (204) igfip o __ ^ ■/Ł^p fo o6UĄ.jr
skanowanie0004 (204) Czynniki wpływające na wybór kanałów _dystrybucjiW Cechy rynku docelowego (cech
skanowanie0005 (204) 274 Doroto Zdankiewicz, Akty mowy Leecłi (1980, s. >109-112) wprowadza na pr
skanowanie0010 204 I. Przestępczość profesjonalna meliny to: Pawia (zwanego Żydem chrzczonym) i jego
skanowanie0001 (204) igfip o __ ^ ■/Ł^p fo o6UĄ.jr
więcej podobnych podstron