IMG141
„,.,,.nnfow(inin powierzchni pod lutowanie); połączy
Nn rysunku 2.6()n pokazano kasetę 5 w dolnym położeniu, gdy orientów*. I no wałeczki I (wstępnie naprowadzane przez gniazda pojemnika 2) wpadły | już do jej gniazd. Wałeczki I mogą wpadać do gniazd kasety w dwóch polo. I kulach (dłuższym końcem do dołu lub do góry). Dopiero proces orientacji I wtórnej, prowadzony metodą poluryzucyjną, wyeliminuje źle zorientowane I (w tym przypadku skierowane dłuższym końcem do dołu).
Urządzenie do wtórnej orientacji, umieszczone w kasecie 5, składa sic I z suwaku 3 (z otworami), którego dolna powierzchnia ma przyklejoną clastycz* I ną płytkę 4 (np. z gumy lub tworzywa sztucznego), mającą także otwory, I jednak o średnicy mniejszej niż kołnierz wałeczka 1. Wałeczki 1 prawidłowo I zorientowane „utkwią" w elastycznej płytce 4, natomiast źle zorientowane I (położone dłuższym końcem do dołu) wypadają z kasety 5, przy obrocie po-1 jemniku 6 o 180° i będą powtórnie brały udział w procesie orientacji. Po kilku- I nnstu obrotach pojemnika 6 w gniazdach kasety 5 będą wałeczki 1 tylko pra- I widłowo zorientowane. W celu zwiększenia wydajności procesu napełniania I kaset pruwidlowo zorientowanymi przedmiotami, na powierzchni pojemnika I I (rys. 2,59c) możnu przewidzieć równoczesne mocowanie trzech kaset (czwarta powierzchnia z otworem służy do napełniania pojemnika przedmiotami).
Nu rysunku 2.60b pokazano sposób wtórnej orientacji bezstopniowych wałeczków ł z otworami czołowymi o różnej głębokości. Proces orientacji przebiega identycznie jak wałeczków 1 z rys. 2.60a, jedynie zamiast elastycznej płytki 4, zastosowano elastyczne opaski 4, które spełniają swoje zadanie, gdy i bezstopniowy wnlcczck 1 wpadnie głębiej swoim otworem na orientujący kolek 3 (na rys. 2.63b pokazano kasetę 5 w górnym położeniu, gdy źle zorientowane wałeczki będą wpadać do pojemnika 6).
Na rysunku 2.60c pokazano możliwość realizacji bardziej złożonej mechanicznej orientacji wałeczków 1, mających jednostronny otwór i dodatkowe ścięcie. I Na rysunku 2.60d pokazano fragment układu orientującego kątowo wale-czek 1. Gdy wałeczek 1 „nadzieje się" na kołek 3, wtedy krzywka 4 przymo- ! cowana do dna kasety 5 spowoduje obrót wałeczka 1 i następuje zaklinowanie się na pionowym skosie 6.
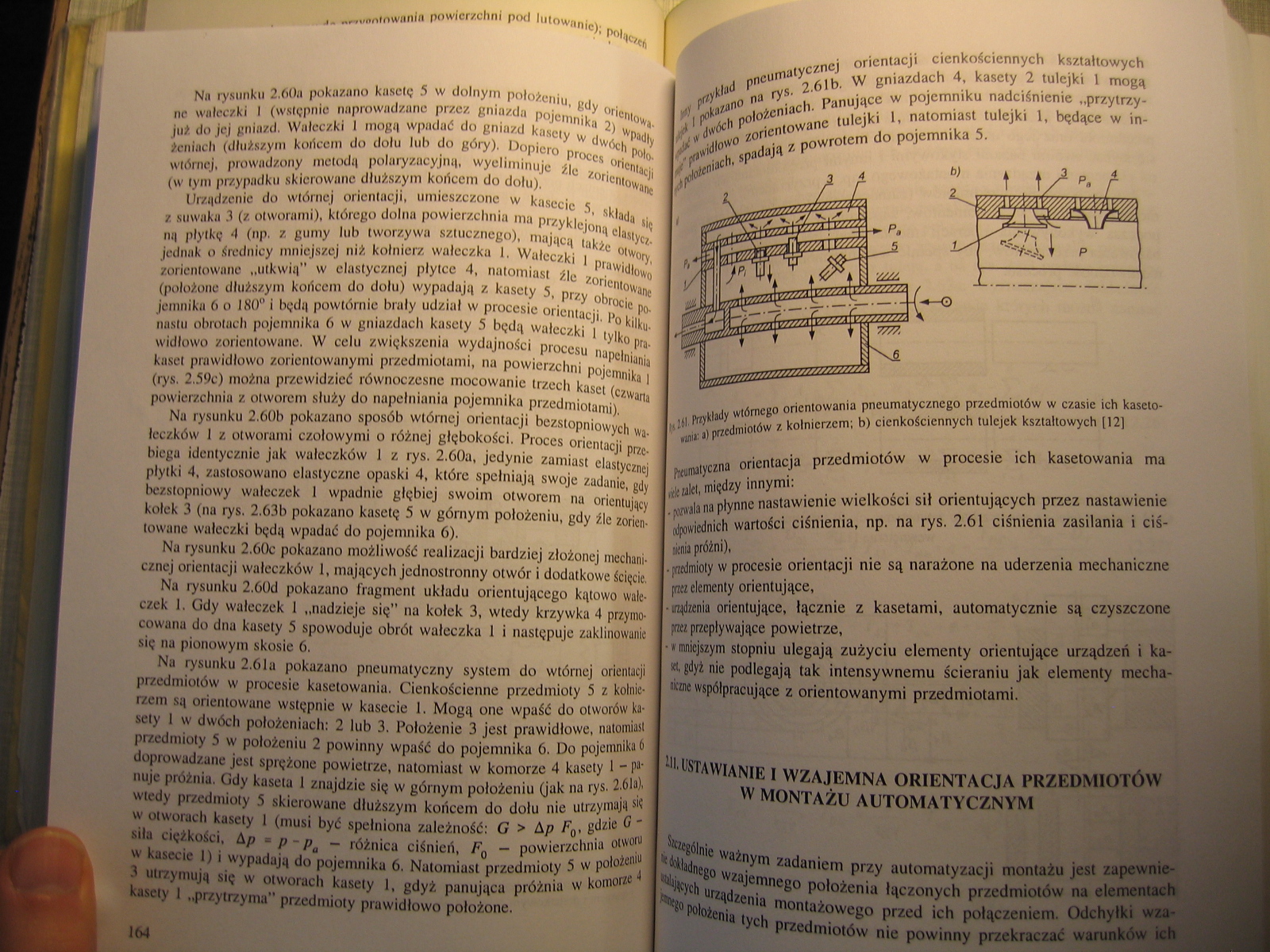
Na rysunku 2.6la pokazano pneumatyczny system do wtórnej orientacji przedmiotów w procesie kaselowania. Cienkościenne przedmioty 5 z kolnie- I rzem są orientowane wstępnie w kasecie 1. Mogą one wpaść do otworów ki-sety 1 w dwóch położeniach: 2 lub 3. Położenie 3 jest prawidłowe, natomiast przedmioty 5 w położeniu 2 powinny wpaść do pojemnika 6. Do pojemnika i doprowadzane jest sprężone powietrze, natomiast w komorze 4 kasety 1 - panuje próżnia. Gdy kaseta 1 znajdzie się w górnym położeniu (jak na rys. 2.61a), wtedy przedmioty S skierowane dłuższym końcem do dołu nie utrzymają się w otworach kasety I (musi być spełniona zależność: G > bp F0, gdzie G1 siła ciężkości, bp = p - pa - różnica ciśnień, F0 - powierzchnia otworu w kasecie 1) i wypadają do pojemnika 6. Natomiast przedmioty 5 w położeniu a utrzymują się w otworach kasety 1, gdyż panująca próżnia w komorze* kasety ] „przytrzyma” przedmioty prawidłowo położone.
Jjjjild pneumatycznej orientacji cienkościennych kształtowych |l.yymio na rys. 2.61b. W gniazdach 4, kasety 2 tulejki 1 mogą > jwóch położeniach. Panujące w pojemniku nadciśnienie „przytrzy-y* ^dlowo zorientowane tulejki 1, natomiast tulejki 1, będące w in-^niach, spadają z powrotem do pojemnika 5.
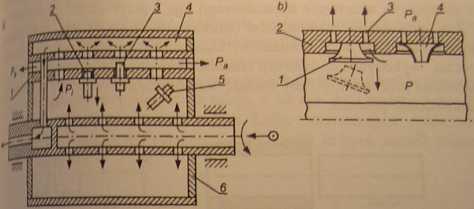
M161. Przykłady wtórnego orientowania pneumatycznego przedmiotów w czasie ich kaseto-■ino: i) pnedmiotów z kołnierzem; b) cienkościennych tulejek kształtowych [12]
Pttimalyczna orientacja przedmiotów w procesie ich kasetowania ma zalet, między innymi;
■ pozwala na płynne nastawienie wielkości sił orientujących przez nastawienie odpowiednich wartości ciśnienia, np. na rys. 2.61 ciśnienia zasilania i ciś-tknu próżni),
• [tndmioiy w procesie orientacji nie są narażone na uderzenia mechaniczne H elementy orientujące,
- sądzenia orientujące, łącznie z kasetami, automatycznie są czyszczone przez przepływające powietrze,
■ i mniejszym stopniu ulegają zużyciu elementy orientujące urządzeń i kazi gdyż nie podlegają tak intensywnemu ścieraniu jak elementy mecha-óczne współpracujące z orientowanymi przedmiotami.
III. USTAWIANIE I WZAJEMNA ORIENTACJA PRZEDMIOTÓW W MONTAŻU AUTOMATYCZNYM
Szczególnie ważnym zadaniem przy automatyzacji montażu jest zupewnie-^dokladnego wzajemnego położenia łączonych przedmiotów na elementach %ych urządzenia montażowego przed ich połączeniem. Odchyłki wza-położenia tych przedmiotów nie powinny przekraczać warunków ich
Wyszukiwarka
Podobne podstrony:
IMG140 Ki no wierzchni pod lutowanie); połączeń do wytwarzania przerw między płytkami przemieszczają
Capture�097 mcc Ofnctfci określa wyrażenie X 1 2,5Kł„ Lic/ha 2. X hicr/c Mę procent powierzchni pod
img013 (16) Planimetr jest urządzeniem mechanicznym, pozwalającym na pomiar powierzchni pod kra.ywą
skanuj0086 (32) T a b 1 i c a 4.2 Dopuszczalne naciski powierzchniowe pmax dla połączeń
Uniwersytet Ekonomiczny w Katowicach Sale audytoryjne Laboratoria komputerowe Powierzchnie pod stand
Stanisław Polanowski Obliczanie powierzchni pod aproksymującą krzywą Sposób obliczania powierzchni
IMAG0221 (8) Parametry podstawowe podania jednorazowego pole powierzchni pod krzywą zmian stężenia l
IMAG0227 (5) Parametry oceny dostępności biologicznej Pole powierzchni pod krzywą AUC - podanie jedn
IMAG0231 (5) Parametry oceny dostępności biologicznejPole powierzchni pod krzywą AUC Metody wyznacza
IMAG0235 (7) Parametry oceny BEPole powierzchni pod krzywą AUC Inne metody obłtczeń np.: * &nb
IMAG0378 (4) Połę powierzchni pod krzywą AUC Źródła trudności i błędów: « obliczenie nachylenia końc
Image1015 I Opory przejmowania ciepła R„ i Rs# w przypadku! powierzchni płaskich przyjmuje sie wedłu
img013 (16) Planimetr jest urządzeniem mechanicznym, pozwalającym na pomiar powierzchni pod krzywą o
więcej podobnych podstron