ksiazka(025)
I I!
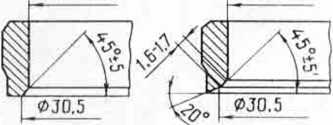
Rys. 2-43. Kształt gniazda zaworu ssącego: X - nowe gniazdo; II- gniazdo po naprawie
! 0
<Z> 27.5-27.7 027.5-27.7
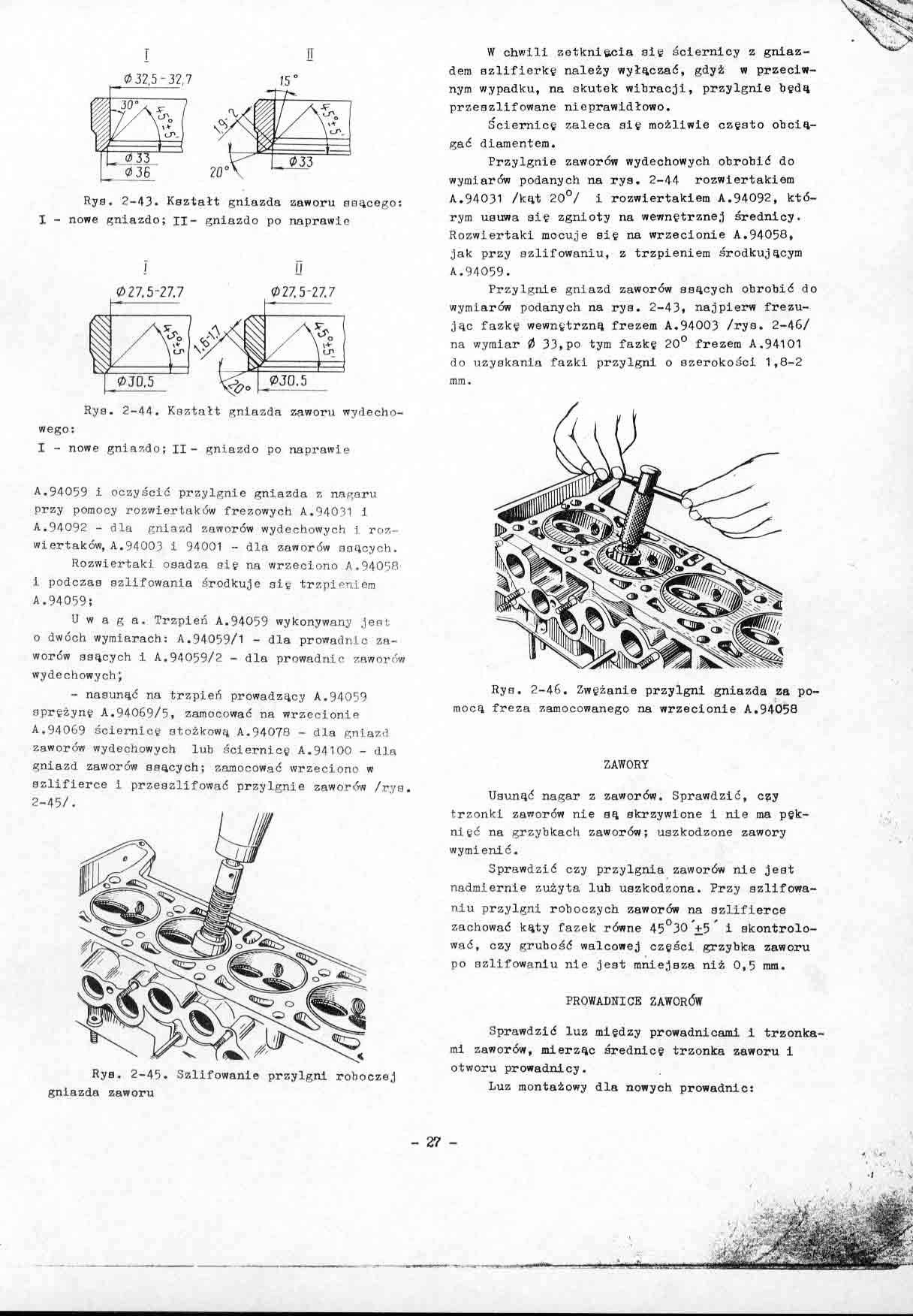
Rys. 2-44. Kształt gniazda zaworu wydechowego:
I - nowe gniazdo; II- gniazdo po naprawie
A.94059 i oczyścić przylgnie gniazda z nagaru przy pomocy rozwiertaków frezowych A.94031 i A.94092 - dla gniazd zaworów wydechowych 1 roz wiertaków, A.94003 i 94001 - dla zaworów ssących.
Rozwiertaki osadza się na wrzeciono A.94058 1 podczas szlifowania środkuje siy trzpieniem A.94059;
Uwaga. Trzpień A.94059 wykonywany jest o dwóch wymiarach: A.94059/1 - dla prowadnic zaworów ssących i A.94059/2 - dla prowadnic zaworów wydechowych;
- nasunąć na trzpień prowadzący A.94059 sprężynę A.94069/5. zamocować na wrzecionie A.94069 ściernicę stożkową A.94078 - dla gniazd zaworów wydechowych lub ściernicę A.94100 - dla gniazd zaworów snących; zamocować wrzeciono w szlifierce i przeszlifowad przylgnie zaworów /rys. 2-45/.
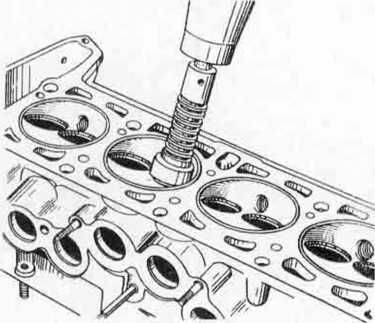
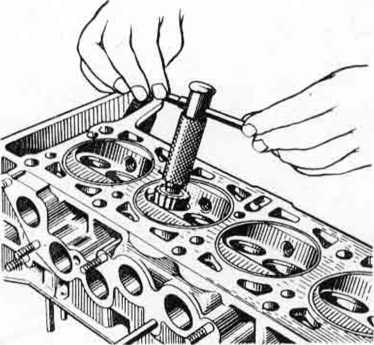
Rys. 2-45. Szlifowanie przylgni roboczej gniazda zaworu
W chwili zetknięcia się ściernicy z gniazdem szlifierkę należy wyłączać, gdyż w przeciwnym wypadku, na skutek wibracji, przylgnie będą przeszlifowane nieprawidłowo.
Ściernicę zaleca się możliwie często obciągać diamentem.
Przylgnie zaworów wydechowych obrobić do wymiarów podanych na rys. 2-44 rozwiertakiem A.94031 /kąt 20°/ i rozwiertakiem A.94092, którym usuwa się zgnioty na wewnętrznej średnicy. Rozwiertaki mocuje się na wrzecionie A.94056. jak przy szlifowaniu, z trzpieniem środkującym A.94059.
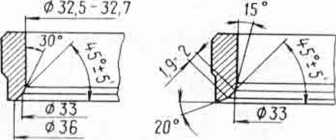
Przylgnie gniazd zaworów ssących obrobić do wymiarów podanych na rys. 2-43, najpierw frezując fazkę wewnętrzną frezem A.94003 /rys. 2-46/ na wymiar 0 33,po tym fazkę 20° frezera A.94101 do uzyskania fazki przylgni o szerokości 1,8-2 mm.
Ryn. 2-46. Zwężanie przylgni gniazda za po-mocą freza zamocowanego na wrzecionie A.94058
ZAWORY
Usunąć nagar z zaworów. Sprawdzić, czy trzonki zaworów nie są skrzywione i nie ma pęknięć na grzybkach zaworów; uszkodzone zawory wymienić.
Sprawdzić czy przylgnia zaworów nie jest nadmiernie zużyta lub uszkodzona. Przy szlifowaniu przylgni roboczych zaworów na szlifierce zachować kąty fazek równe 45°30 +5 i skontrolować, czy grubość walcowej części grzybka zaworu po szlifowaniu nie jest mniejsza niż 0,5 mm.
PROWADNICE ZAWORÓW
Sprawdzić luz między prowadnicami i trzonkami zaworów, mierząc średnicę trzonka zaworu i otworu prowadnicy.
Luz montażowy dla nowych prowadnic:
- 27 -
Wyszukiwarka
Podobne podstrony:
ksiazka(025) I I! Rys. 2-43. Kształt gniazda zaworu ssącego: X - nowe gniazdo; II-
27571 ksiazka(076) Rys. 3-43. Wał napędowy pośredni: 1 - wkładka przegubu elastycznego; 2 - śruba mo
58 59 (16) Rys. 7-1. Różne kształty i wzajemne połączenia komór w osadnikach gnilnych ii
Rydzanicz (54) I o I—*I Rys. 7.13 Rysunek złożeniowy zaworu A: 1 — korpus, 2 — gniazdo, 3 — pokryw
Rydzanicz (54) I o I—*I Rys. 7.13 Rysunek złożeniowy zaworu A: 1 — korpus, 2 — gniazdo, 3 — pokryw
M Feld TBM397 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
Rydzanicz (57) Rys. 7.16 Rysunek złożeniowy zaworu D: 1 — korpus, 2 — gniazdo, 3 — wrzeciono, 4 10
Strona 025 Wymiana żarówek i wycieraczka szyby przedniej Rys. 0.43. Lampa oświetlenia tablicy rejest
Strona 068 Silnik Silnik Rys. 1.43. Zespot głowicy silnika 1,5 DOHC 1 — głowica, 2 — prowadnica zawo
25031 Rydzanicz (54) I o I—*I Rys. 7.13 Rysunek złożeniowy zaworu A: 1 — korpus, 2 — gniazdo, 3 —
Image083 na rys. 3.43. Poszczególne stany układu reprezentują kółeczka, w których wpisana jest liczb
złożone (rys 1.3) rys. 1.3 specjalne(rysl.4a, 1.4b, 1.4c) AŻUROWE rys.l.4a Z KSZTAŁTOWNIKÓW
więcej podobnych podstron