Kucie1

158 III. OBRÓBKA PLASTYCZNA
w izolowanych skrzyniach lub dolach. Odkuwki zasypuje się suchym piaskiem, lub żużlem w celu zapobieżenia szybkiej utraty ciepła.
Prawidłowe studzenie można jednak uzyskać jedynie w specjalnych piecach. Piec do studzenia odkuwek nagrzany jest do temperatury 650-:-700°C. Szybkość studzenia odkuwek wykonanych ze stali, skłonnych do tworzenia płatków śnieżnych powinna w zakresie temperatury 700-:-400°C wynosić do 25°C na godzinę. Ciężkie odkuwki wykonane z tych stali należy bezpośrednio po odkuciu poddać wyżarzaniu izctermicznemu, a następnie studzić w piecu.
c. Kucie swobodne
Odkuwki kute swobodnie podzielić można na kęsiska i kęsy przeznaczone zwykle do dalszej przeróbki plastycznej oraz pręty i odkuwki kształtowe.
Kęsiska i kęsy kute wykonuje się i dostarcza zgodnie z normą branżową BN-64 0662-01.
Pręty kute są to wyroby o znacznej długości i stałym przekroju poprzecznym (okrągłym, kwadratowym, trójkątnym itp.) Pręty o wymiarze przekroju poprzecznego do 160 mm mogą być wykonane jako pręty gładzone (poprzez kucie w specjalnych kowadłach).
Pręty' gładzone i niegładzone wykonuje się wg PN-57/H-94500 i PN-64/H-94101. Długość prętów kutych wynosi 1,5-i-6 m. Odkuwkę uważa się za pręt kuty, jeżeli jego długość jest nie mniejsza niż 1,5 m, a smukłość, tj. stosunek długości pręta do jego średnicy nie mniejszy niż 5. Wyroby o mniejszej długości lub smuklości zalicza się do grupy odkuwek kształtowych.
Odkuwki kształtowe podzielić można na symetryczne i niesymetryczne. Do odkuwek symetrycznych zaliczyć można: kostki, płyty, krążki, tarcze, pierścienie, tuleje, wały odsądzane, walce, wały kołnierzowe oraz odkuwki drążone w postaci walczaków otwartych i z zakuwanymi dnami. Do odkuwek niesymetrycznych należy zaliczyć: wały korbowe i mimośrodowe, odkuwki wydłużone o osi przesadzonej lub zgiętej, odkuwki haków i trzonów kotwicznych, pojedyncze korby składanych wałów korbowych itp.
Najważniejsze przepisy wykonania i odbioru odkuwek ujęte są w normie PN/H--94-004. Do kucia swobodnego stosuje się młoty sprężarkowe i parowo-powietrzne (rys. 111,16). Charakterystykę ich podano w tabl. 111-14 i III-15.
1) Spęczanie
Spęczanie polega na zwiększeniu przekroju poprzecznego przekuwanego materiału przy jednoczesnym zmniejszeniu jego wysokości lub długości. Rys. 111,17 uwidacznia przykłady spęczania pod młotami i prasami.
Zasada spęczania:
smukłość pręta, powinna nie przekraczać 2,5-^2,8. Przekroczenie tej wartości może spowodować wyboczenie odkuwki,
wlewek przed spęczaniem powinien być przekuty celem nadania mu kształtu walca przez usunięcie krawędzi bocznych i stożkowatości,
spęczany materiał powinien być równomiernie nagrzany do temperatury kucia,
powierzchnie czołowe spęczanego materiału stykające się z kowadłami powinny być płaskie i prostopadłe do osi odkuwki.
Przy wyborze wielkości młota do swobodnego spęczania określonej energią uderzenia stosuje się wzór
£„ - (0,5-ł-l) V kG-m
gdzie V — objętość odkuwki ograniczona powierzchnią styku kowadeł i wysokością odkuwki, cm*.
Przyjmuje się wartość 0,5 — dla odkuwek o dużych przekrojach lub 1 — dla odkuwek o małych przekrojach.
0 Q
Cl) *— C —
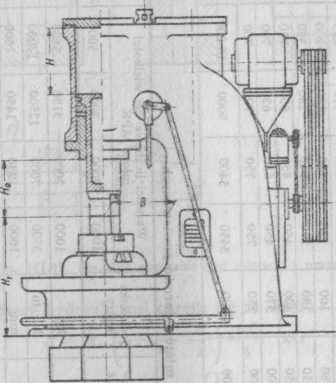
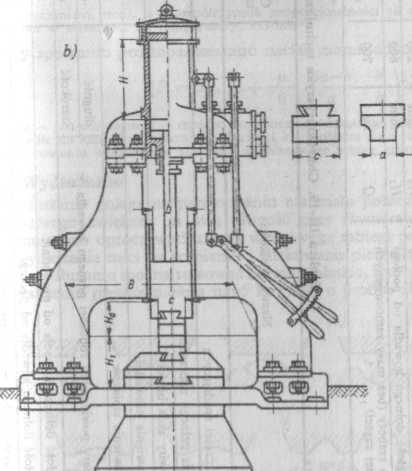
Rys. 111,16. Młoty do kucia swobodnego: a) młot sprężarkowy, b) młot parowo-powictrzny
Wyszukiwarka
Podobne podstrony:
IMAG1172 WalcowanieWstęp Pu kling and cpfcf ) Walcowanie - jest to obróbka plastyczna na gorąco lub
Kucie3 162 III. OBRÓBKA PLASTYCZNA gładzonego pręta. Intensywność wydłużenia zależy od kształtu kowa
Kucie5 166 III. OBRÓBKA PLASTYCZNA cinaka o odwrotnej zbieżności. Ttrój stronne ciecie stosuje się d
Tłoczenie Tłoczenie, jest to obróbka plastyczna na zimno lub na gorąco, obejmująca procesy cięcia i
4. Ciągnienie Ciągnienie - obróbka plastyczna na zimno lub na gorąco, polegającą na przeciąganiu
74193 Untitled 4 (29) 190 III. OBRÓBKA PLASTYCZNA //) ći < rlhi walcownicze są wydajne, łatwo da
KucieWprowadzenie Kuciem nazywamy proces obróbki plastycznej na gorąco lub na zimno, podczas którego
Kucie2 160 III. OBRÓBKA PLASTYCZNA Tablica 111-14. Charakterystyka techniczna miotów sprężarkowych R
78961 Kucie4 164 III. OBRÓBKA PLASTYCZNA Rys. 111,25. Przebijanie jednostronne, dwustopniowe przebij
więcej podobnych podstron