Kucie5
166 III. OBRÓBKA PLASTYCZNA
cinaka o odwrotnej zbieżności. Ttrój stronne ciecie stosuje się do prętów okrągłych (rys. 111,30). Przy cięciu obwodowym nacinanie dokonuje się przy ciągłym obracaniu odkuwki (rys. 111,31).

okrągłych Rys. 111,31. Cięcie obwodowe
d. Kucie półswobodne
Przy kuciu półswobodnym stosuje się dodatkowe narzędzia pozwalające zwiększyć dokładność wykonania odkuwek oraz ograniczyć wielkość naddatków technologicznych i obróbkowych. Rys. 111,32 — przedstawia poglądowo częściej spotykane odkuwki
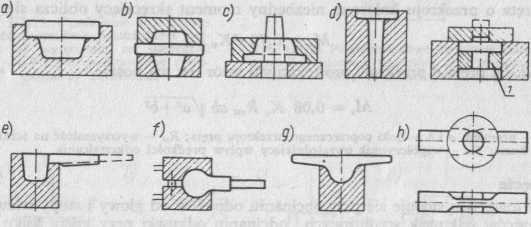

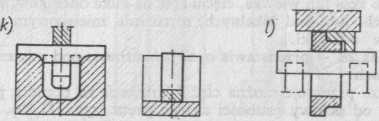
Rys. 111,32. Typowe odkuwki kute półswobodnie (z zaznaczeniem kształtu narzędzi): a) odkuwka w kształcie grzybka, b) grzybek dwustronny, c) kołnierz, d) odkuwka przewężona; 1 — pierścień dzielony, e) kształtowanie piasty dźwigni, f i h) inne sposoby kształtowania piasty, g) kształtowanie łba zawiasy, i) gięcie płaskownika, k) gięcie korby, 1) kucie pierścienia profilowego
kute półswobodnie. Niekiedy przy bardziej złożonych odkuwkach, np. wałach korbowych stosuje się specjalne urządzenia do kucia, które współpracują z prasą kuźniczą. Na rys. 111,33 przedstawiono schemat urządzenia do kucia wałów korbowych metodą TR.
Charakterystyczną cechą konstrukcji tego urządzenia, które współpracuje z prasą hydrauliczną, jest zastosowanie przegubowego układu łączników 2 między głowicą 1 a górną matrycą 3 i widełkowego wyginaka 8. Przyjęty układ łączników zapewnia zmianę pionowego nacisku prasy na dwie składowe siły P„ i P„. Siłę pionową P„ wykorzystuje się do zaciśnięcia pręta wyjściowego 9 o przekroju kołowym między górną a dolną matrycą 4. Składowa pozioma Pp pokonuje opór spęczania pręta na odcinku między czołami wkładek matryc. Matryce dolne ślizgają się po prowadnicach płyty 5. Krańcowe położenie wyjściowe matryc ustalają zderzaki 6 i 7. Konstrukcja zapewnia wzrost siły Pp w miarę zmniejszania się kąta pochylenia łącznika a. W czasie prasowania wykor-

i.n-nia przesunięcie głowicy powoduje ruch wyginania. Kształtowanie wykorbienia lliywa się przez dwustronne spęczanie przy równoczesnym wyginaniu środkowej ręłci spęczanego odcinka pręta. Rys. 111,34 przedstawia schemat kształtowania korby w czasie kucia metodą TR.
c. Kucie matrycowe
Kucie swobodne lub półswobodne stosuje się przy małej ilości produkowanych - v mbów, lub przy wykonywaniu dużych odkuwek. Przy produkji seryjnej i masowej Ikuwki wykonuje się metodą kucia matrycowego. Polega ono na kształtowaniu odkuwki
wykrojach matrycy składającej się z dwóch połówek.
Kucie matrycowe odkuwek można przeprowadzać na młotach, prasach i kuźniarkach.
1) Kucie matrycowe na młotach
Kozróżnia się 5 sposobów kucia matrycowego.
Kucie w matrycy jednowy krój owej — odkuwkę otrzymuje się przez spęczanie lub oduczanie do wykroju materiału wyjściowego oraz przez matrycowanie odkuwki wstępne) (przedkuwki) wykonanej za pomocą kucia swobodnego lub walcowania.
Kucie wielowykrojowe w jednej matrycy na jednym młocie — odbywa się przez stopniowe odkształcenie odcinka pręta w wykrojach przygotowawczych oraz w wykrojach "iiitrycowych (wstępnym i wykańczającym).
Kucie matrycowe na kilku maszynach kuźniczych - umożliwia otrzymywanie odkuwek i /tałtowanych w kilku matrycach. Stosuje się w przypadku niemożliwości rozmiesz-/enia potrzebnej ilości wykrojów w jednej matrycy oraz w produkcji masowej, kiedy pi/omawiają za tym względy właściwego wykorzystania i obciążenia agregatów. Agregat może składać się z pieca i kilku maszyn kuźniczych, np. młota do kucia swobodnego, względnie walcarki kuźniczej, lub kuźniarki, dwóch młotów matrycowych, prasy kuźniczej do dogniatania i prasy okrojczej.
Kucie matrycowe wielokrotne polega na wykonywaniu w jednym wykroju kilku drobnych odkuwek. Rozdzielenie tych odkuwek następuje w czasie okrawania wypływki.
Wyszukiwarka
Podobne podstrony:
74193 Untitled 4 (29) 190 III. OBRÓBKA PLASTYCZNA //) ći < rlhi walcownicze są wydajne, łatwo da
Kucie1 158 III. OBRÓBKA PLASTYCZNA w izolowanych skrzyniach lub dolach. Odkuwki zasypuje się suchym
Kucie3 162 III. OBRÓBKA PLASTYCZNA gładzonego pręta. Intensywność wydłużenia zależy od kształtu kowa
Kucie2 160 III. OBRÓBKA PLASTYCZNA Tablica 111-14. Charakterystyka techniczna miotów sprężarkowych R
78961 Kucie4 164 III. OBRÓBKA PLASTYCZNA Rys. 111,25. Przebijanie jednostronne, dwustopniowe przebij
12627B80413173812v5383413 n iii I l>4l li I 4i AU
P3111172 96 Rozdział III Chcąc zrozumieć filozoficzny sens epoki nowożytno nie trzeba odwoływać się
Struganie stosuje się do obróbki płaszczyzn oraz niektórych kształtowych powierzchni prostokreślnych
klszesz068 807 ROZDZIAŁ 14. PLASTYKA dolnego Sanu, gdzie ten ścieg stosuje się do niezmiernie charak
3 - OBRÓBKA CIEPLNA PO SPAWANIUZALEŻNIE OD TECHNOLOGII PRAC SPAWALNICZYCH STOSUJE SIĘ : CHŁODZENIE Z
odwrotnym. Jako umocnienia poniżej jazów stosuje się obecnie płyty betonowe, narzuty kamienne i
więcej podobnych podstron