Nowy 2 (12)
na prasie tylko jednego sztywnego narzędzia\ rolę drugiego narzędzia odgrywa ciecz, guma lub poliuretan. Na rysunku 4.41b pokazano kształtowanie hydrauliczne zewnętrzne. Bolę matrycy odgrywa ciecz zamknięta w naczyniu, którego jedną, ścianą jest wytłaczana blacha. Przypadek zastosowania sztywnej matrycy i elastycznego stempla przedstawia rys. 4.41c.
Inną metodą wytłaczania jest kształtowanie za pomocą dużych mocy. Może ono być realizowane działaniem impulsu ciśnienia wywołanego w wodzie detonacją ładunku wybuchowego (rys. 4.41d) lub rozładowaniem iskrowym baterii kondensatorów. Do tej metody kształtowania zalicza się również wytła- | czanie za pomocą impulsu pola elektromagnetycznego (rys. 4.41e), powstającego w chwili przepływu, przez odpowiednio ukształtowaną zwojnicę, ładunku elektrycznego uzyskanego z rozładowania kondensatorów. Ten ostatni sposób wy-tlaczania stosuje się do kształtowania wy tło czek z materiałów o małej prze- [ nikalności magnetycznej, a więc z aluminium, miedzi oraz ich stopów.
Przebieg procesu. Spośród omówionych metod wytłaczania najczęściej stosuje się wytłaczanie za pomocą sztywnych narzędzi. Poniżej rozpatrzono prze- t bieg takiego procesu na przykładzie wykonania naczynia cylindrycznego.
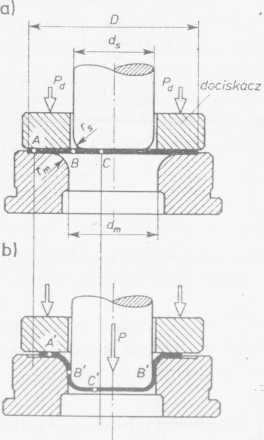
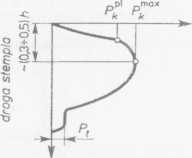
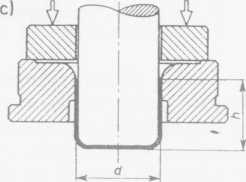
Iłys. 4.42. Przebieg procesu wytłaczania z dociskaczem naczynia cylindrycznego: a) początek procesu, b) kształtowanie wytłoczki, c) zakończenie procesu kształtowania, d) zależność między
siłą wytłaczania a drogą stempla
Jeżeli naczynie to ma być dość głębokie, a jego ścianka odpowiednio cienka, to wytłaczanie przeprowadza się z dociskaczem, w sposób pokazany na rys. 4.42. Siła P wywierana przez stempel na dno wytłoczki jest następnie przenoszona za pośrednictwem bocznych ścianek na jej kołnierz, który w wyniku plastycznego płynięcia stopniowo przekształca się w walcową ściankę. Podczas kształtowania punkt A (rys. 4.42a) zbliża się do osi wytłoczki, a więc znajduje się w obszarze ciągnionym. Dno wytłoczki jest kształtowane przez rozciąganie, ponieważ jego punkty, np. punkt C, oddalają się od osi wytłoczki. Granica między tymi obszarami musi przebiegać wzdłuż linii przechodzącej przez takie punkty B' (rys. 4.42b), które nie zmieniają swej odległości od osi wytłoczki.
Stany odkształcenia i naprężenia, panujące w rozciąganej strefie wytłoczki, rozpatrzono w pkt. 4.3.1. Obecnie zostanie dokładniej omówiony przebieg procesu ciągnienia kołnierza wytłoczki.
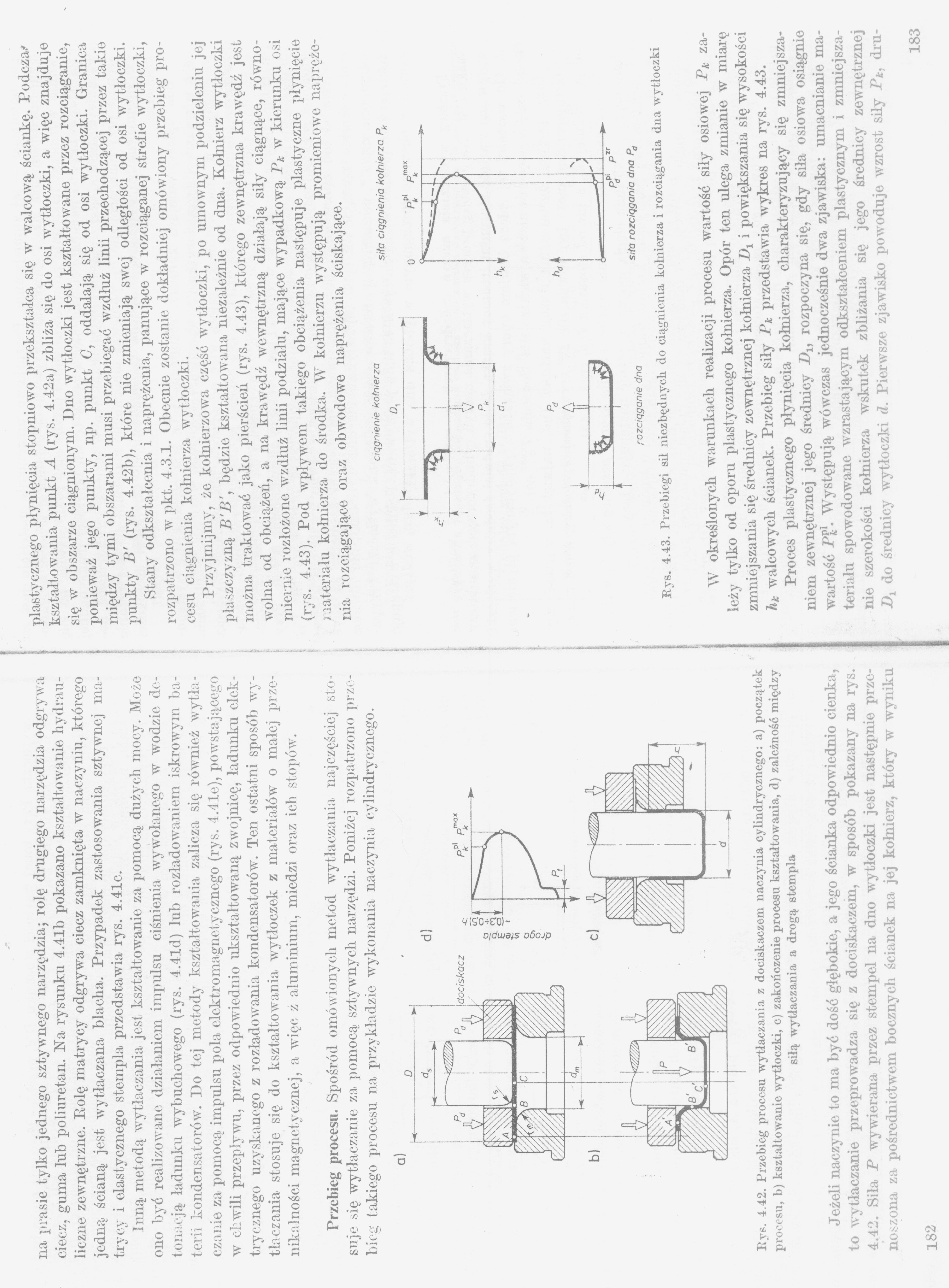
Przyjmijmy, że kołnierzowa część wytłoczki, po umownym podzieleniu jej płaszczyzną B'B', będzie kształtowana niezależnie od dna. Kołnierz wytłoczki można traktować jako pierścień (rys. 4.43), którego zewnętrzna krawędź jest wolna od obciążeń, a na krawędź wewnętrzną działają siły ciągnące, równomiernie rozłożone wzdłuż linii podziału, mające wypadkową P* w kierunku osi (rys. 4.43). Pod wpływem takiego obciążenia następuje plastyczne płynięcie materiału kołnierza do środka. W kołnierzu występują promieniowe naprężenia rozciągające oraz obwodowe naprężenia ściskające.
ciągnienie kołnierza
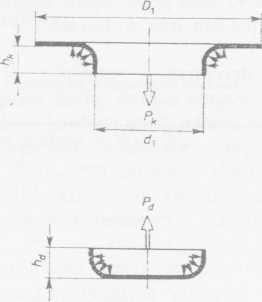
rozciąganie dna
siła ciągnienia kołnierza Pk
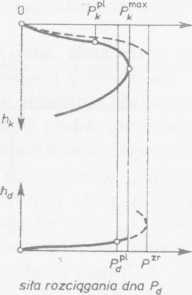
Rys. 4.43. Przebiegi sił niezbędnych do ciągnienia kołnierza i rozciągania dna wytłoczki
W określonych warunkach realizacji procesu wartość siły osiowej Pk zależy tylko od oporu plastycznego kołnierza. Opór ten ulega zmianie w miarę zmniejszania się średnicy zewnętrznej kołnierza JD1 i powiększania się wysokości hk walcowych ścianek. Przebieg siły Pk przedstawia wykres na rys. 4.43.
Proces plastycznego płynięcia kołnierza, charakteryzujący się zmniejszaniem zewnętrznej jego średnicy Blf rozpoczyna się, gdy siła osiowa osiągnie wartość PE1. Występują wówczas jednocześnie dwa zjawiska: umacnianie materiału spowodowane wzrastającym odkształceniem plastycznym i zmniejszanie szerokości kołnierza wskutek zbliżania się jego średnicy zewnętrznej B1 do średnicy wytłoczki d. Pierwsze zjawisko powoduje wzrost siły Pk, dru-
183
Wyszukiwarka
Podobne podstrony:
Tłoczenie na prasie tylko jednego sztywnego narzędzia; rolę drugiego narzędzia odgrywa ciecz, guma l
PICT0091 (8) na prasie tylko jednego sztywnego narzędzia; rolę drugiego narzędzia odgrywa ciecz, gum
Sapir 3 JĘZYK 51 życia widział tylko jednego słonia, mówi mimo to bez żadnego wahania słoniach lub m
Płatności Czesne możesz płacić w: 12 ratach miesięcznych (tylko na I roku studiów II stopnia) 10 rat
Kolejny slajd można stworzyć wybierając z menu Wstawi Nowy slajd, używając ikony Nowy slajd na Pasku
identyfikacja cukrowca str 4 3) Próba Seliwanowa. Jest to próba na kętozy. Pod wpływem gorącego, 12%
26 REKLAMA 13.12.2001 r.- 26 REKLAMA 13.12.2001 r.- CTL Tylko do końca rokuLATA GWARANCJI na zakupio
wykupienia mniejszej porcji lub tylko jednego dania. Wszystkie dzieci jedzą ten sam posiłek bez wzgl
Czterolatek się nie nudzi 1. Z boku tej strony sq banany. Ile ich jest? Wytnij i przyklej na tym
Płatności Czesne możesz płacić w: 12 ratach miesięcznych (tylko na I roku studiów II stopnia) 10 rat
więcej podobnych podstron