PICT5498
292 c Ml AOU»
W literaturze motna rnaleK' wiele modeli procesu prasowania podających należność cienienia ściskania p od stopnia sprasowania, t których najbardziej rgodna r praktyką ma pustać [ I]
Inp - -j£- +*, (10.3)
gdzie: V — objętość brykietów. Vm — objętość materiału brykietowmnago. A, i Aj — stale materiałowe.
Inny model procesu prasowania, w którym zamykanie większych porów następuje przez efekty wywołane zmianą uporządkowania struktury wewnętrznej w materiale, a zamykanie mniejszych wynika z deformacji cząstek, opisiąje zależność
00.4,
gdzie; — objętość początkowa prasowanego materiału; pą,p* - ciśnienia, przy których następuje zamknięcie odpowiednio porów większych i mniejszych; A* i kĄ — stale materiałowe.
W tablicy 10.1 podano parametry prasowania zawarte w równaniu (10.4) dla różnych materiałów [2. 13].
TABLICA Idl. Paraawfry sprasowywaaia dla wybraaych materiałów
|
1 I Materiał 1 |
Twardość wg sksli Mohsa |
1 ** |
A« |
Aa MPa |
Pk MPa |
|
I Korund |
9 |
1 0,50 |
0,35 |
22 |
350 |
|
1 Kwarc |
7 |
0,60 |
0,25 |
17 |
380 |
|
I Tlenek magnezu |
4-9 |
0,65 |
0,35 |
17 |
340 |
|
1 Knlcyt |
3 |
| 0,68 |
0,32 |
10 |
300 |
Wzrost ciśnienia prasowania polepsza wytrzymałość wy prasek. Należy jednak zauważyć, że wzrost ciśnienia prasowania w obszarze niskich ciśnień powoduje większe przyrosty wytrzymałości aniżeli w obszarze ciśnień dużych. Lcucnbcrger [II] zaproponował następujące równanie na wytrzymałość wy prasek w zależności od ciśnienia prasowania i gęstości upakowania ęd ■ I —«
- *«muCI — «xp(- */></>„)] (10.3)
gdzie: ómMK — maksymalnie możliwa wytrzymałość wy prasek. x — stała zależna od podatności materiału na prasowanie.
Wytrzymałość wyprasek zależy również od wilgotności materiału. Zależność ta ma przeważnie maksimum, którego położenie w miarę wzrostu zagęszczenia (ciśnienia prasowania) przesuwa się bardziej do obszaru niskich ciśnień. Wpływ wilgotności jest skomplikowany [1]. Dzięki efektom smarowniczym wilgoci można osiągnąć gęstsze upakowanie cząstek w aglomeracie, poza tym wilgoć powoduje
XVsirt'vnnic warstw adsorpryjnych w materiale ora* l/w mostków r^wniet wpływa bardzo korzystnie na proces prasowania

Wzrost miałkości materiału wpływa korzystnie ni wytrzymałość |l4| Prry prasowaniu materiałów nieorganicznych stosuje ii# zwykł# wiefirofef norii równe albo mniejsze od I mm, Przy prasowaniu natomiast brykietów i węgla brunatnego rozmiar maksymalnych cząstek me moto przekraczać 6 mm
Bardzo duto znaczenie dla wytrzymałości wyprwaek ma prędkość praso-vVtlnia, Powietrze zawarte w rozdrobnionym materiale musi mieć czas na ujMt. C enienia stosowane w procesie aglomeracji przez prasowanie są zależne od rodzajów prasowanych materiałów oraz możJiwości aparat lirowych i litą w otaam 10 -
1000 MPa. Najczęściej jednak wystarcza zakres 50- 200 MPa
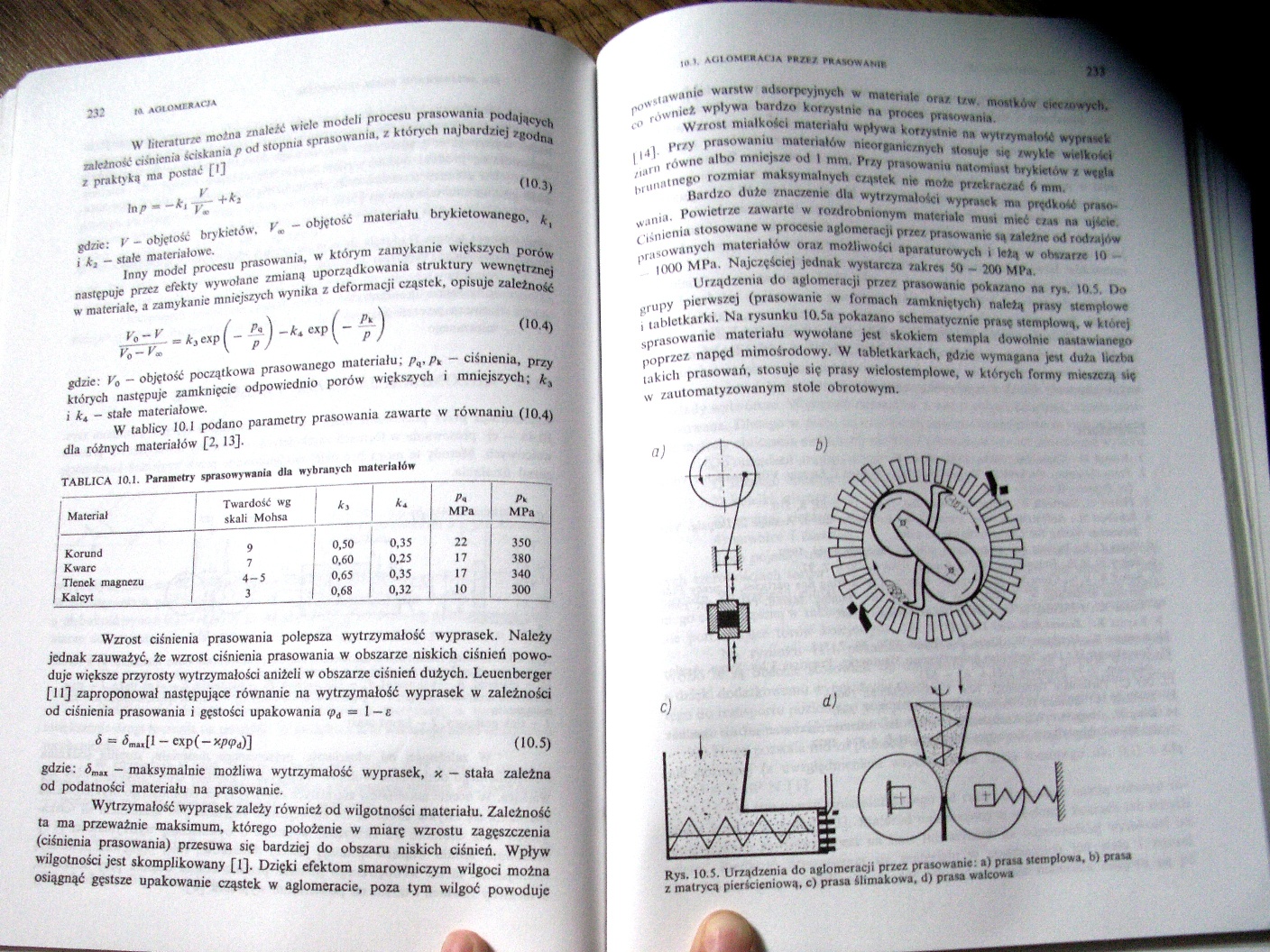
Urządzenia do aglomeracji przez prasowanie pokazano na rys. 10.5, Do grupy pierwszej (prasowanie w formach zamkniętych) należą prasy stemplowe i tabletkarki. Na rysunku lO.Sa pokazano schematycznie prasę stemplową, w której sprasowanie materiału wywołane jest skokiem stempla dowolnie nastawianego poprzez napęd mimośrodowy. W tablctkarkach, gdzie wymagana jest duża liczba takich prasowań, stosuje się prasy wielostempłowe, w których formy mieszczą się w zautomatyzowanym stole obrotowym.
C
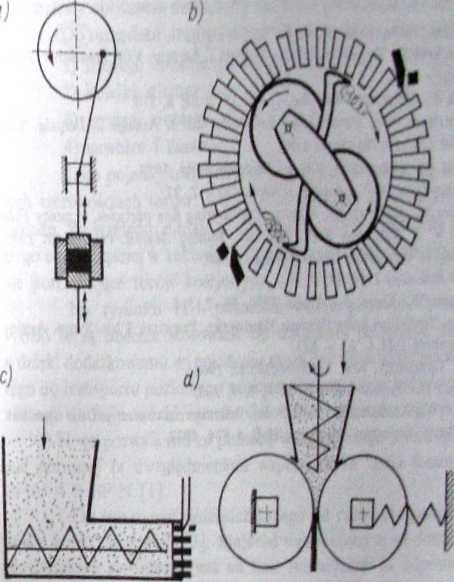
Rys. 10.5. Urządzenia do aglomeracji przez prasowanie: a) prasa stemplowa, b) prasa z matrycą pierścieniową, c) prasa ślimakowa, d) prasa walcowa

Wyszukiwarka
Podobne podstrony:
Wykorzystanie marketingu przemysłowego... 315 W literaturze spotkać można wiele definicji pojęcia no
1.2. Specyfika zmian organizacyjnych W literaturze pojawia się wiele różnych definicji zarządzania z
P1040280 (TOWIANI/Ml TRADYCJI LITERACKI* POUKIROO 950 dusz przeniknęły do polskiej poezji rmmin tycz
Definiowame pojęcia państwa w literaturze przedmiotu występuje wiele definicji państwa. Starożytni G
1.2. Pojęcie przedsiębiorstwa W literaturze przedmiotu sformułowano wiele definicji przedsiębiorstwa
IMPOTENCJA Literatura naukowa zawiera wiele opisów przypadków dotyczących impotencji w wyniku leczen
12 Ewa Adamus W przypadku dwóch pozostałych sytuacji, w literaturze można spotkać wiele opracowań me
0000013 (6) W literaturze możemy znaleźć wiele sposobów oceny intensywności. Na przykład w podnoszen
skanowanie0011 (66) Wy III Klasyfikacja ubezpieczeń W literaturze znanych jest wiele typów klasyfika
Image235 (2) Forum Czytelników Rys. 1 Schemat ideowy W literaturze można spotkać wiele układów do re
więcej podobnych podstron