Sam Naprawiam Renault Twingo Q up by dunaj2
3. SILNIK 1149 cm3
3.3. TŁOKI I KORBOWODY
Wszystkie tłoki mają po dwa pierścienie uszczelniające i po jednym pierścieniu zgarniającym. Oznaczenia na zamontowanych pierścieniach tłokowych muszą być widoczne od góry. Sworzeń tłokowy jest zaciśnięty w główce korbowodu i mocowany „pływająco" w tłoku.
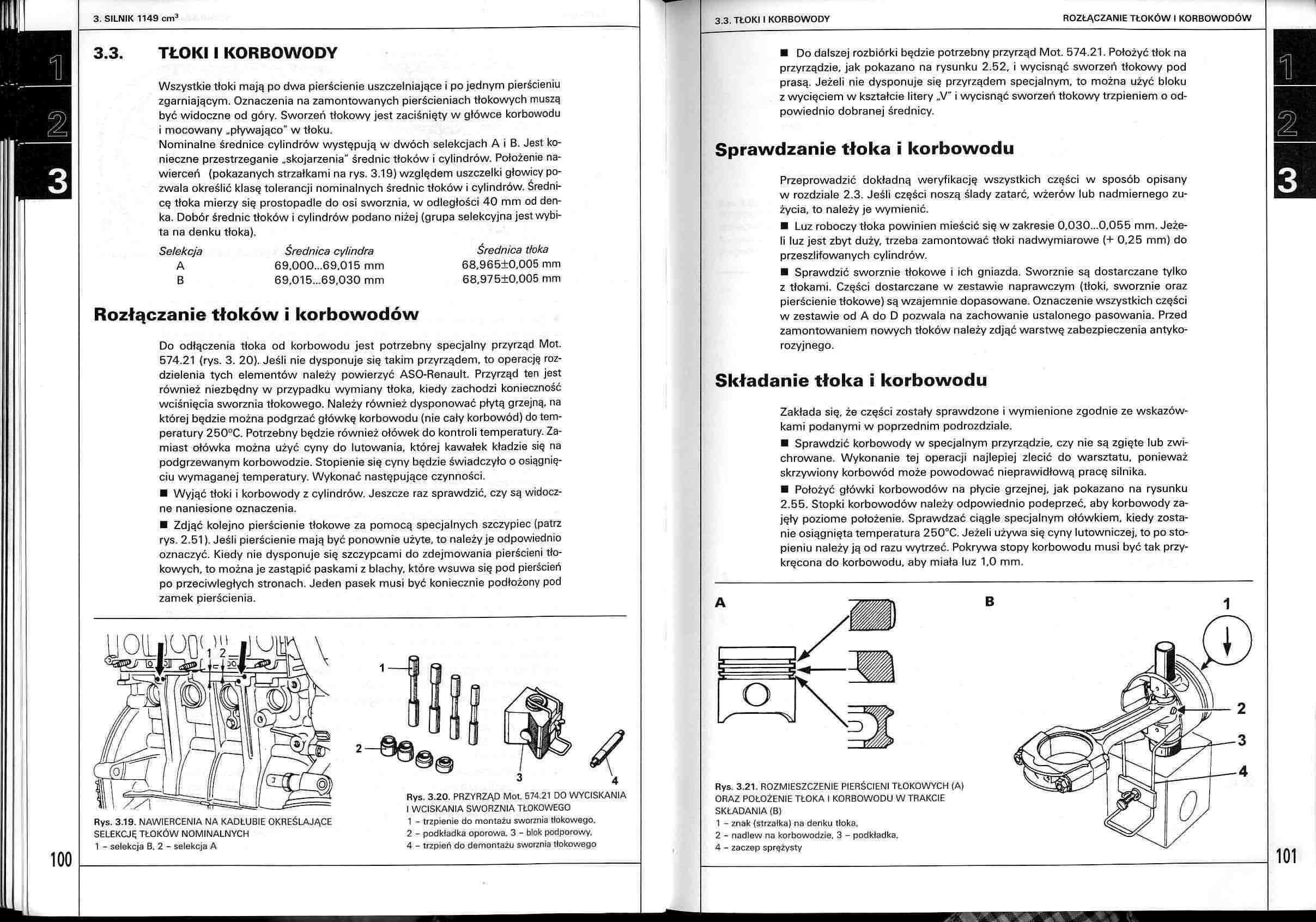
Nominalne średnice cylindrów występują w dwóch selekcjach A i B. Jest konieczne przestrzeganie „skojarzenia" średnic tłoków i cylindrów. Położenie nawierceń (pokazanych strzałkami na rys. 3.19) względem uszczelki głowicy pozwala określić klasę tolerancji nominalnych średnic tłoków i cylindrów. Średnicę tłoka mierzy się prostopadle do osi sworznia, w odległości 40 mm od denka. Dobór średnic tłoków i cylindrów podano niżej (grupa selekcyjna jest wybita na denku tłoka).
Selekcja Średnica cylindra Średnica tłoka
A 69.000...69,015 mm 68.965±0,005 mm
B 69.015...69.030 mm 68.97510.005 mm
Rozłączanie tłoków i korbowodów
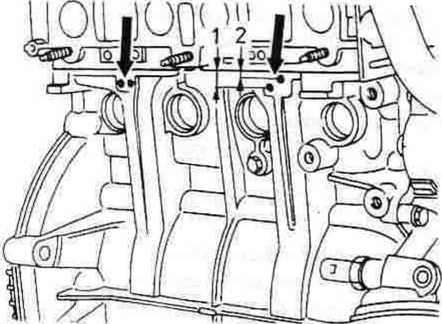
Do odłączenia tłoka od korbowodu jest potrzebny specjalny przyrząd Mot. 574.21 (rys. 3. 20). Jeśli nie dysponuje się takim przyrządem, to operację rozdzielenia tych elementów należy powierzyć ASO-Renault. Przyrząd ten jest również niezbędny w przypadku wymiany tłoka, kiedy zachodzi konieczność wciśnięcia sworznia tłokowego. Należy również dysponować płytą grzejną, na której będzie można podgrzać główkę korbowodu (nie cały korbowód) do temperatury 250°C. Potrzebny będzie również ołówek do kontroli temperatury. Zamiast ołówka można użyć cyny do lutowania, której kawałek kładzie się na podgrzewanym korbowodzie. Stopienie się cyny będzie świadczyło o osiągnięciu wymaganej temperatury. Wykonać następujące czynności.
■ Wyjąć tłoki i korbowody z cylindrów. Jeszcze raz sprawdzić, czy są widoczne naniesione oznaczenia.
■ Zdjąć kolejno pierścienie tłokowe za pomocą specjalnych szczypiec (patrz rys. 2.51). Jeśli pierścienie mają być ponownie użyte, to należy je odpowiednio oznaczyć. Kiedy nie dysponuje się szczypcami do zdejmowania pierścieni tłokowych, to można je zastąpić paskami z blachy, które wsuwa się pod pierścień po przeciwległych stronach. Jeden pasek musi być koniecznie podłożony pod zamek pierścienia.
Rys. 3.19. NAWIERCENIA NA KADŁUBIE OKREŚLAJĄCE SELEKCJĘ TŁOKÓW NOMINALNYCH 1 - selekcja B. 2 - selekcja A
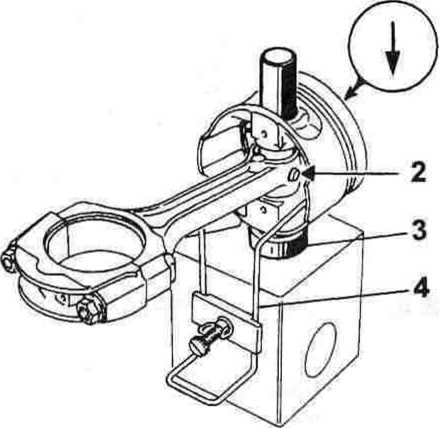
Rys. 3.20. PRZYRZĄD Mol. 674.21 DO WYCISKANIA I WCISKANIA SWORZNIA TŁOKOWEGO
1 - trzpienie do montażu sworznia tłokowego.
2 - podkładka oporowa. 3 - blok podporowy.
4 - trzpień do demontażu sworznia tłokowego
■ Do dalszej rozbiórki będzie potrzebny przyrząd Mot. 574.21. Położyć tłok na przyrządzie, jak pokazano na rysunku 2.52, i wycisnąć sworzeń tłokowy pod prasą. Jeżeli nie dysponuje się przyrządem specjalnym, to można użyć bloku z wycięciem w kształcie litery ..V” i wycisnąć sworzeń tłokowy trzpieniem o odpowiednio dobranej średnicy.
Sprawdzanie tłoka i korbowodu
Przeprowadzić dokładną weryfikację wszystkich części w sposób opisany w rozdziale 2.3. Jeśli części noszą ślady zatarć, wżerów lub nadmiernego zużycia, to należy je wymienić.
■ Luz roboczy tłoka powinien mieścić się w zakresie 0.030...0,055 mm. Jeżeli luz jest zbyt duży, trzeba zamontować tłoki nadwymiarowe (+ 0,25 mm) do przeszlifowanych cylindrów.
■ Sprawdzić sworznie tłokowe i ich gniazda. Sworznie są dostarczane tylko z tłokami. Części dostarczane w zestawie naprawczym (tłoki, sworznie oraz pierścienie tłokowe) są wzajemnie dopasowane. Oznaczenie wszystkich części w zestawie od A do D pozwala na zachowanie ustalonego pasowania. Przed zamontowaniem nowych tłoków należy zdjąć warstwę zabezpieczenia antykorozyjnego.
Składanie tłoka i korbowodu
Zakłada się, że części zostały sprawdzone i wymienione zgodnie ze wskazówkami podanymi w poprzednim podrozdziale.
■ Sprawdzić korbowody w specjalnym przyrządzie, czy nie są zgięte lub zwichrowane. Wykonanie tej operacji najlepiej zlecić do warsztatu, ponieważ skrzywiony korbowód może powodować nieprawidłową pracę silnika.
■ Położyć główki korbowodów na płycie grzejnej, jak pokazano na rysunku 2.55. Stopki korbowodów należy odpowiednio podeprzeć, aby korbowody zajęły poziome położenie. Sprawdzać ciągle specjalnym ołówkiem, kiedy zostanie osiągnięta temperatura 250°C. Jeżeli używa się cyny lutowniczej, to po stopieniu należy ją od razu wytrzeć. Pokrywa stopy korbowodu musi być tak przykręcona do korbowodu, aby miała luz 1,0 mm.
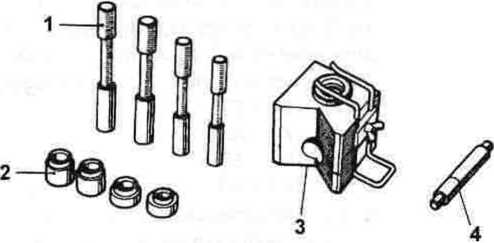
Rys. 3.21. ROZMIESZCZENIE PIERŚCIENI TŁOKOWYCH (A) ORAZ POŁOŻENIE TŁOKA I KORBOWODU W TRAKCIE SKŁADANIA (B)
1 - znak (strzałka) na denku tłoka,
2 - nadlew na korbowodzie, 3 - podkładka.
4 - zaczep sprężysty
1
Wyszukiwarka
Podobne podstrony:
Sam Naprawiam Renault Twingo I up by dunaj2 i 3. SILNIK 1149 cm3 Rys. 3.13. ELEMENTY GŁOWICY 1 -
Sam Naprawiam Renault Twingo P up by dunaj2 3. SILNIK 1149 cm3 ■ Zwalniać powol
Sam Naprawiam Renault Twingo C up by dunaj2 3. SILNIK 1149 cm3 Cylindry są wytoczone bezpośrednio
Sam Naprawiam Renault Twingo D up by dunaj2 3. SILNIK 1149 cm3 ■ Spuścić olej z
Sam Naprawiam Renault Twingo F up by dunaj2 3. SILNIK 1149 cm3 Rys. 3.8. ELEMENTY PRZYKRĘCONE DO
więcej podobnych podstron