skanuj0002 (128)
Technologia
>
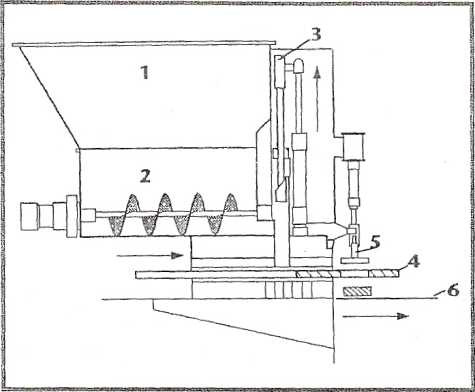
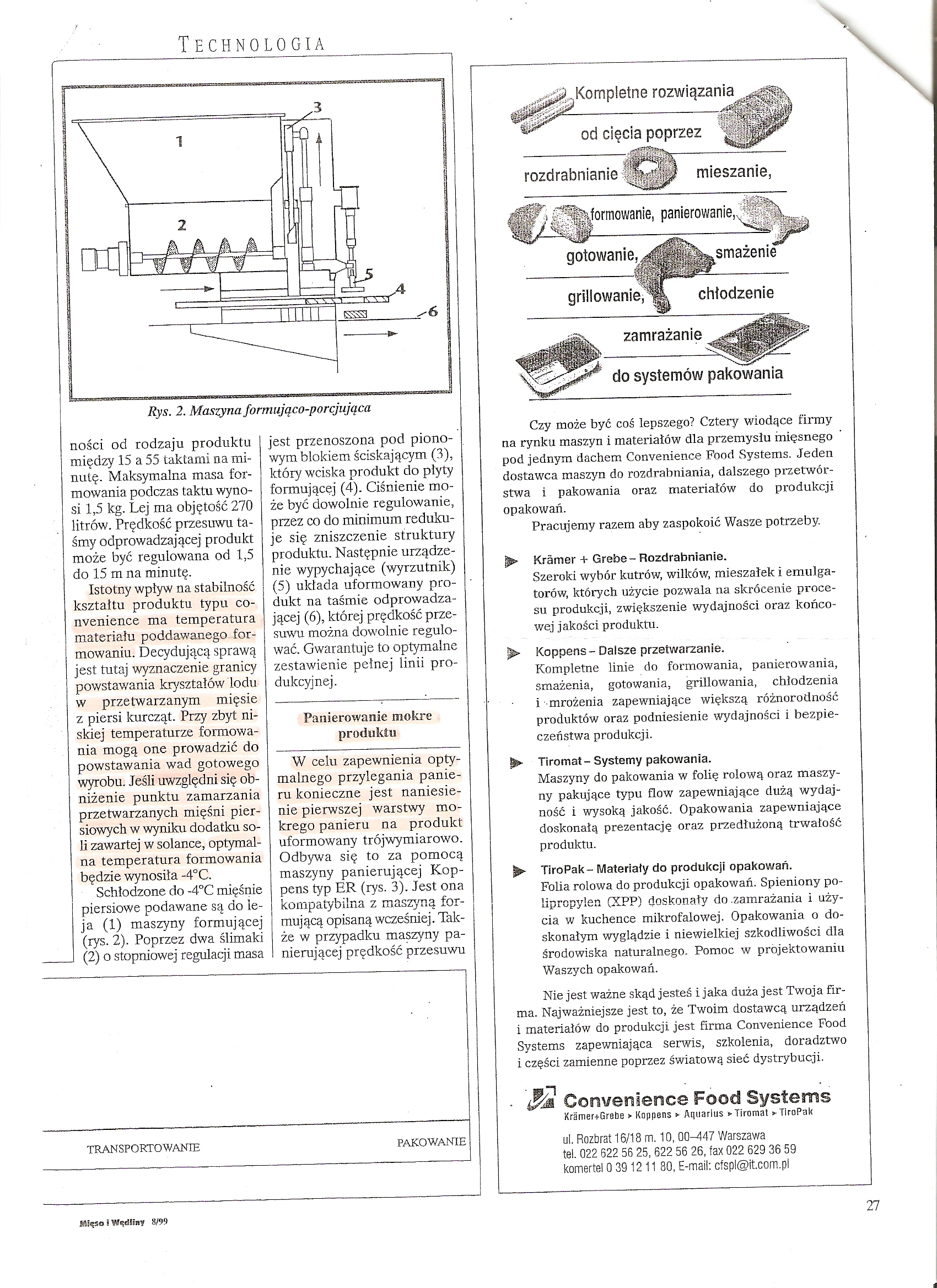
Rys. 2. Maszyna formująco-porcjująca
ności od rodzaju produktu między 15 a 55 taktami na minutę. Maksymalna masa formowania podczas taktu wynosi 1,5 kg. Lej ma objętość 270 litrów. Prędkość przesuwu taśmy odprowadzającej produkt może być regulowana od 1,5 do 15 m na minutę.
Istotny wpływ na stabilność kształtu produktu typu co-nvenience ma temperatura materiału poddawanego-for-mowaniu. Decydującą sprawą jest tutaj wyznaczenie granicy powstawania kryształów lodu w przetwarzanym mięsie z piersi kurcząt. Przy zbyt niskiej temperaturze formowania mogą one prowadzić do powstawania wad gotowego wyrobu. Jeśli uwzględni się obniżenie punktu zamarzania przetwarzanych mięśni piersiowych w wyniku dodatku, soli zawartej w solance, optymalna temperatura formowania będzie wynosiła -4°C.
Schłodzone do -4°C mięśnie piersiowe podawane są do leja (1) maszyny formującej (rys. 2). Poprzez dwa ślimaki (2) o stopniowej regulacji masa
jest przenoszona pod pionowym blokiem ściskającym (3), lctóry wciska produkt do płyty formującej (4). Ciśnienie może być dowolnie regulowanie, przez co do minimum redukuje się zniszczenie struktury produktu. Następnie urządzenie wypychające (wyrzutnik) (5) układa uformowany produkt na taśmie odprowadzającej (6), której prędkość przesuwu można dowolnie regulować. Gwarantuje to optymalne zestawienie pełnej linii produkcyjnej.
Panierowanie mokre produktu
W celu zapewnienia optymalnego przylegania panie-ru konieczne jest naniesie,-nie pierwszej warstwy mokrego panieru na produkt uformowany trójwymiarowo. Odbywa się to za pomocą maszyny panierującej Kop-pens typ ER (rys. 3). Jest ona kompatybilna z maszyną formującą opisaną wcześniej. Także w przypadku maszyny panierującej prędkość przesuwu
TRANSPORTOWANIE
PAKOWANIE
JAIęse i Wędlin", 8/99


&
JlIR Silfcforinowanie, panierowanie,,
Sil i ąra&S?
do systemów pakowania
Czy może być coś lepszego? Cztery wiodące firmy na rynku maszyn i materiałów dla przemysłu mięsnego pod jednym dachem Convenience Food Systems. Jeden dostawca maszyn do rozdrabniania, dalszego przetwórstwa i pakowania oraz materiałów do produkcji opakowań.
Pracujemy razem aby zaspokoić Wasze potrzeby.
^ Kramer + Grebe-Rozdrabnianie.
Szeroki wybór kutrów, wilków, mieszałek i emulgatorów, których użycie pozwala na skrócenie procesu produkcji, zwiększenie wydajności oraz końcowej jakości produktu.
Koppens - Dalsze przetwarzanie.
Kompletne linie do formowania, panierowania, smażenia, gotowania, grillowania, chłodzenia i -mrożenia zapewniające większą różnorodność produktów oraz podniesienie wydajności i bezpieczeństwa produkcji.
Tiromat - Systemy pakowania.
Maszyny do pakowania w folię rolową oraz maszyny pakujące typu flow zapewniające dużą wydajność i wysoką jakość. Opakowania zapewniające doskonałą prezentację oraz przedłużoną trwałość produktu.
► TiroPak- Materiały do produkcji opakowań.
Folia rolowa do produkcji opakowań. Spieniony polipropylen (XPP) doskonały do .zamrażania i użycia w kuchence mikrofalowej. Opakowania o doskonałym wyglądzie i niewielkiej szkodliwości dla środowiska naturalnego. Pomoc w projektowaniu Waszych opakowań.
Nie jest ważne skąd jesteś i jaka duża jest Twoja firma. Najważniejsze jest to, że Twoim dostawcą urządzeń i materiałów do produkcji jest firma Convenience Food Systems zapewniająca serwis, szkolenia, doradztwo i części zamienne poprzez światową sieć dystrybucji.
JŁi Ooiwenience Food Systems
Kramer+Grebe ► Koppens ► Aquarius ► Tiromat ► TiroPak
ul. Rozbrat 16/18 m. 10,00-447 Warszawa tel. 022 622 56 25,622 56 26, fax 022 629 36 59 komertel 0 391211 80, E-mail: cfspl@it.com.pl
27
Wyszukiwarka
Podobne podstrony:
55917 skanuj0006 (99) Technologia I Rys. 3. Przebieg zmian temperatury wewnątrz pieca spiralnego Rys
skanuj0003 (125) Technologia Rys. 3. Urządzenie do panierowania na mokro Rys. 4. Urządzenie do panie
skanuj0007 STOpi—^-----ti Rys.3.1 Obszar wtopienia spoiny W zależności od źródła ciepła rozróżniamy
skanuj0007 STOpi—^-----ti Rys.3.1 Obszar wtopienia spoiny W zależności od źródła ciepła rozróżniamy
Rys 5 Zasada sytuowania urządzeń /ności od usytuowania drzow. budowiT,*" ^ i ^ 1 _ krawężnik.
skanuj0002 (354) i 52 Metody spawania w gazach ochronnych w zależności od rodzaju gazu ochronnego I
skanuj0002 (354) i 52 Metody spawania w gazach ochronnych w zależności od rodzaju gazu ochronnego I
skanuj0150 158 Aic zjawisko nieproporcjonalnego przychodu obserwujemy niezależnie od charakteru prod
Technologie maszynowe: Formujące (formowanie plastyczne, spiekanie, odlewanie) Kształtujące
10547 skanuj0005 Rys. 1.4 1.4. MASZYNY WYTRZYMAŁOŚCIOWE Maszyna wytrzymałościowa musi spełniać szere
SDC13012 154 6. Napijmy ruchu posuwowego [ Napędy pozycjonujące obrabiarek i maszyn technologicznych
więcej podobnych podstron