P1010136 (4)
84
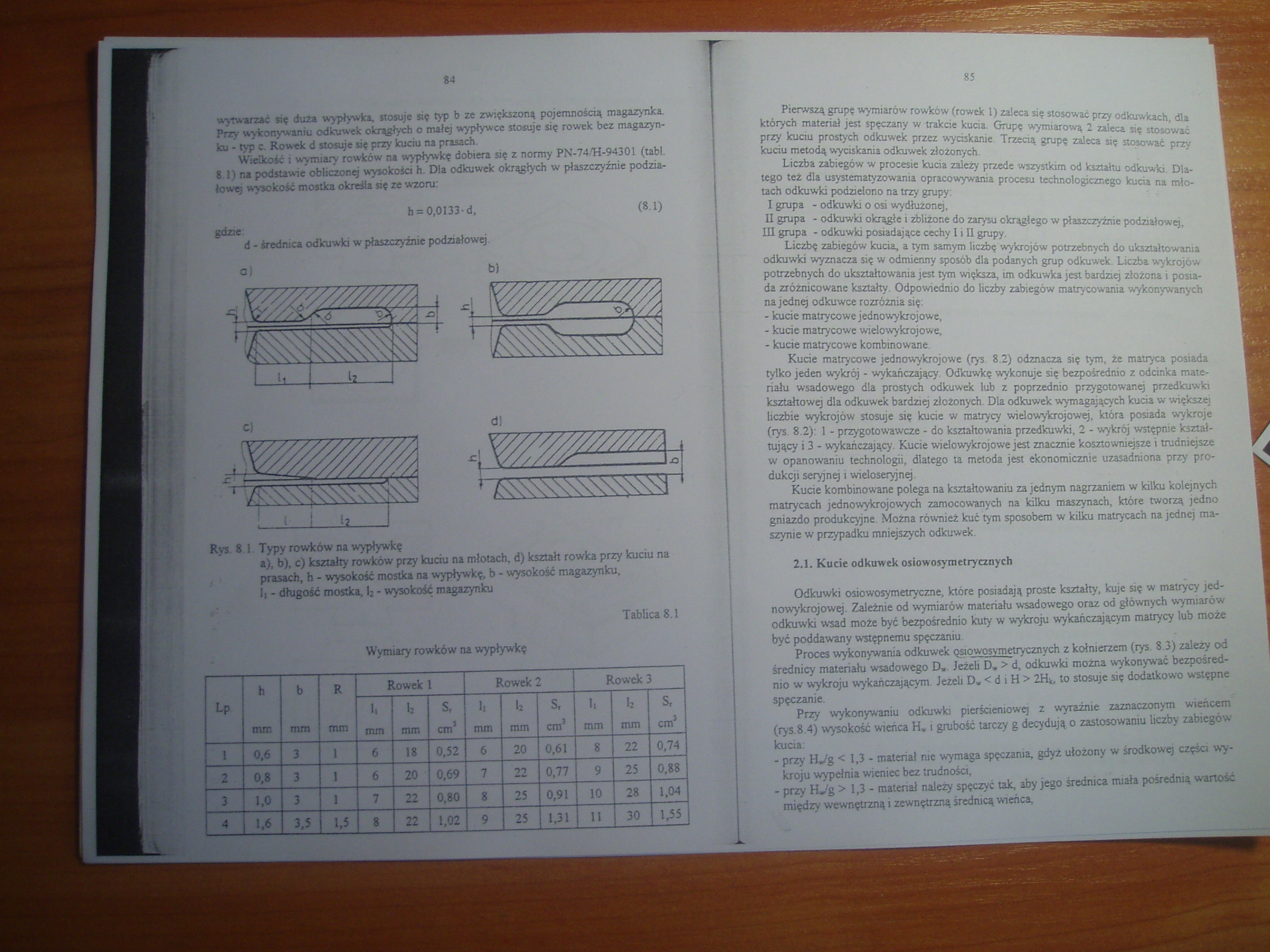
wytwarzać się duża wypływka, stosuje się typ b ze zwiększoną pojemnością magazynka. Przy wykonywaniu odkuwek okrągłych o małej wypływce stosuje się rowek bez magazynku - typ c. Rowek d stosuje się przy kuciu na prasach.
Wielkość i wymiary rowków na wypływkę dobiera się z normy PN-74/H-94301 (tabl. 8.1) na podstawie obliczonej wysokości h. Dla odkuwek okrągłych w płaszczyźnie podziałowej wysokość mostka określa się ze wzoru:
(8.1)
h = 0,0133-d,
gdzie:
d - średnica odkuwki w płaszczyźnie podziałowej
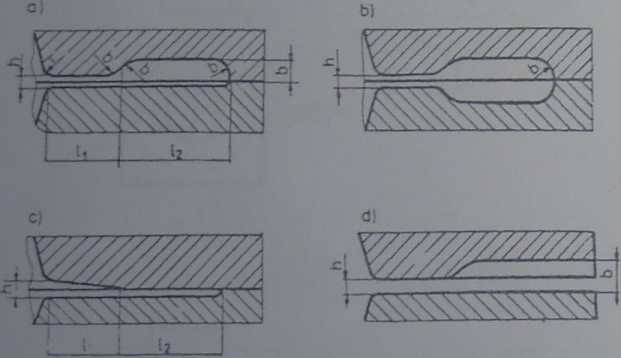
Rys. 8.1 Typy rowków na wypływkę
a), b), c) kształty rowków przy kuciu na młotach, d) kształt rowka przy kuciu na prasach, h - wysokość mostka na wypływkę, b - wysokość magazynku,
1, - długość mostka, b - wysokość magazynku
Tablica 8.1
Wymiary rowków na wypływkę
|
— |
n |
b |
R |
Rowek 1 |
Rowek 2 |
Rowek 3 | ||||||
|
Lp |
Ii |
| |
s, |
li |
b |
s, |
I. |
b |
s, | |||
|
mm |
mm |
mm |
mm |
mm |
cm1 |
mm |
mm |
cm3 |
mm |
mm |
cm3 | |
|
1 |
0,6 |
3 |
1 |
6 |
18 |
0,52 |
6 |
20 |
0,61 |
8 |
22 |
0,74 |
|
2 |
0,8 |
3 |
1 |
6 |
20 |
0,69 |
7 |
22 |
0,77 |
9 |
25 |
0,88 |
|
3 |
ł.O |
3 |
! |
7 |
22 |
0,80 |
8 |
25 |
0,91 |
10 |
28 |
1,04 |
|
4 |
1.6 |
3,5 |
1,5 |
8 |
22 |
1,02 |
9 |
25 |
1,31 |
11 |
30 |
1,55 |
Pierwszą grupę wymiarów rowków (rowek 1) zaleca się stosować przy odkuwkach, dla których materiał jest spęczany w trakcie kucia. Grupę wymiarową 2 zaleca się stosować przy kuciu prostych odkuwek przez wyciskanie Trzecią grupę zaleca się stosować przy kuciu metodą wyciskania odkuwek złożonych.
Liczba zabiegów w procesie kucia zależy przede wszystkim od kształtu odkuwki. Dlatego też dla usystematyzowania opracowywania procesu technologicznego kucia na młotach odkuwki podzielono na trzy grupy:
I grupa - odkuwki o osi wydłużonej,
II grupa - odkuwki okrągłe i zbliżone do zarysu okrągłego w płaszczyźnie podziałowej,
Ul grupa - odkuwki posiadające cechy I i II grupy.
Liczbę zabiegów kucia, a tym samym liczbę wykrojów potrzebnych do ukształtowania odkuwki wyznacza się w odmienny sposób dla podanych grup odkuwek. Liczba wykrojów potrzebnych do ukształtowania jest tym większa, im odkuwkajest bardziej złożona i posiada zróżnicowane kształty. Odpowiednio do liczby zabiegów matrycowania wykonywanych na jednej odkuwce rozróżnia się:
- kucie matrycowe jednowykrojowe,
- kucie matrycowe widowykrojowe,
- kucie matrycowe kombinowane.
Kucie matrycowe jednowykrojowe (rys. 8.2) odznacza się tym, że matryca posiada tylko jeden wykrój - wykańczający. Odkuwkę wykonuje się bezpośrednio z odcinka materiału wsadowego dla prostych odkuwek lub z poprzednio przygotowanej przedkuwki kształtowej dla odkuwek bardziej złożonych. Dla odkuwek wymagających kucia w większej liczbie wykrojów stosuje się kucie w matrycy widowykrojowęj, która posiada wykroje (rys. 8.2): 1 - przygotowawcze - do kształtowania przedkuwki, 2 - wykrój wstępnie kształtujący i 3 - wykańczający. Kucie widowykrojowe jest znacznie kosztowniejsze i trudniejsze w opanowaniu technologii, dlatego ta metoda jest ekonomicznie uzasadniona przy produkcji seryjnej i widoseryjnęj.
Kucie kombinowane polega na kształtowaniu za jednym nagrzaniem w kilku kolejnych matrycach jednowykrojowych zamocowanych na kilku maszynach, które tworzą jedno gniazdo produkcyjne Można również kuć tym sposobem w kilku matrycach na jednej maszynie w przypadku mniejszych odkuwek.
2.1. Kucie odkuwek osiowosymetrycznych
Odkuwki osiowosymetryczne, które posiadają proste kształty, kuje się w matrycy jed-nowykrojowęj. Zależnie od wymiarów materiału wsadowego oraz od głównych wymiarów odkuwki wsad może być bezpośrednio kuty w wykroju wykańczającym matrycy lub może być poddawany wstępnemu spęczaniu
Proces wykonywania odkuwek osiowosymetrycznych z kołnierzem (rys. 8.3) zależy od średnicy materiału wsadowego D«. Jeżeli D. > d, odkuwki można wykonywać bezpośrednio w wykroju wykańczającym Jeżeli D„ < d i H > 2Hł to stosuje się dodatkowo wstępne spęczanie.
Przy wykonywaniu odkuwki pierścieniowej z wyraźnie zaznaczonym wieńcem (rys. 8.4) wysokość wieńca H. i grubość tarczy g decydują o zastosowaniu liczby zabiegów kucia:
- przy YUg < 1,3 - materiał nie wymaga spęczania, gdyż ułożony w środkowej części wykroju wypełnia wieniec bez trudności,
- przy H«/g > 1,3 - materiał należy spęczyć tak, aby jego średnica miała pośrednią wartość między wewnętrzną i zewnętrzną średnicą wieńca.
Wyszukiwarka
Podobne podstrony:
P1090413 84 wytwarzać się duża wypływka, stosuje się typ b że zwiększoną pojemnością magazynka Przy
IMGB08 (3) 84 wytwarzać się duża wypływie*, stosuje się typ b ze zwiększoną pojemnością magazynka. P
img061 (29) można mówić o wytwarzaniu się sytuacji krótkotrwałych i sytuacji dłużej trwających, przy
17 W której technologii szerokość pasma zmniejsza się wraz ze zwiększaniem się odległości między kli
P1180231 Zmniejszanie pulsacji może odbyć się na drodze: - zwiększania pojemności C, -zmniejszania c
17 W której technologii szerokość pasma zmniejsza się wraz ze zwiększaniem się odległości między kli
metro i budowle podziemne�8 Modernizacja centrów miast wiąże się nierozerwalnie ze zwiększaniem inte
P1180231 Zmniejszanie pulsacji może odbyć się na drodze: - zwiększania pojemności C, -zmniejszania c
produkowana w dwóch klasach: 2,5 i 3,5, mała nasiąkliwość, duża mrozoodporność, stosuje się ją
7 Do wytwarzania odpowiedzialnych elementów kompozytowych stosuje się preimpregnaty czyli włókna w p
fermenty�1 Do spirytusu surowego przechodzi około połowy ogólnej ilości produktów ubocznych wytwarza
Image021 widzianym do scalania układzie ma być np. 5- tranzystorów i 5 diod, wówczas wytwarza się 10
więcej podobnych podstron