P1080371

13. Zastosowania robotów przemysłowych
wość kształtowania podatnych na odkształcenia materiałów oraz zapewniona jest duża dokładność i dobra jakość powierzchni, taka że dodatkowa obróbka wykańczająca jest zbędna. To, że cięcie i spawanie odbywa się bezsiłowo, oznacza łatwość robotyzacji i automatyzacji, gdyż mogą być stosowane stosunkowo proste przyrządy ustalające lub urządzenia do manipulowania elementami ciętymi czy spawanymi, co ułatwia integrację z elastycznymi systemami produkcyjnymi. Obróbka laserow a przebiega bez hałasu, co korzystnie oddziałuje na higienę miejsca pracy'.
Wraz z rozwojem technologii cięcia laserowego wzrosło zainteresowanie dokładnym cięciem termicznym, ze względu na mniejsze nakłady inwestycyjne, a porównywaną jakość cięcia.
2
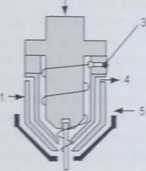
Rysunek 13.19___
SrhmtJi palnika plazmowego: / - dysza wirowa, 2 — elektroda, 3 — wlot gazu plazmowego, ł — apicie nadmiaru gaza plazmowego. 5 — gaz osłonowy
Metodą przecinania plazmowego można przecinać wszystkie metale przewodzące prąd. Na rysunku 13.19 pokazano palnik plazmowy wykorzystujący najnowszą technologię. W tej technologii wykorzystuje się tlen jako gaz plazmowy.
Podstawowymi czynnikami warunkującymi poprawny proces cięcia jest silne zawirowanie gazu plazmowego i duża gęstość prądu ok. 90 A/mm2. Technologia cięcia plazmowego jest stosowana przede wszystkim do cięcia stali węgłowych o grubości od 0,5 do 12 mm. W tym zakresie grubości blach jest zapewniona doskonała jakość cięcia: mała szerokość szczeliny oraz duża gładkość powierzchni.
13.2.3. Zrobotyzowane stanowiska zgrzewania
Zgrzewanie jest to proces trwałego łączenia elementów bez dodania spoiwa. Polega ono na nagrzaniu łączonych elementów do stanów ciastowatości. a następnie silnemu dociśnięciu. Rozróżnia się następujące rodzaje zgrzewania: elektryczne. tarciowe, ultradźwiękowe.
W robotyce najczęściej jest stosowane elektryczne zgrzewanie oporowe, które ze względu na sposób otrzymania i kształt zgrzeiny (miejsca połączenia elementów) dzieli się na: punktowe, garbowe (punktowe w miejscach występow-garbow), liniowe, zwarciowe (silny docisk zgrzewanych elementów) oraz iskrowe (docisk niewielki zapewniający styk prądowy w kilku miejscach).
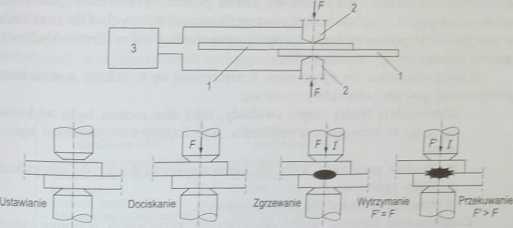
Rysunek 13.20___. __
Proces zgrzewania punktowego; / — łączone błacby, 2 - etekhody, 3 - źródło prądu. P — s2a docisku
Szczególnie wygodny do robotyzacji jest proces zgrzewania punktowego ze względu na dokładność osiąganą przez roboty i możliwość wykonania zgrzeiny w dowolnym położeniu. Proces powstawania zgrzeiny pokazano na rys. 13-20, a widok zgrzewadła na rys. 13.21.

Wyszukiwarka
Podobne podstrony:
P1080375 13. Zastosowania robotów przemysłowym - mają duży udźwig, -
12883 P1080363 13. Zastosowania robotów przemysłowych - łuk utrzymuje się między d
17266 P1080390 13. Zastosowania robotów przemysłowych układy sensoryczne, jest fakt, że prace montaż
więcej podobnych podstron