P1080373
13. Zastosowania robotów przemysłowych
Obecnie zarysowują się wyraźnie następujące kierunki rozwoju w obszarze automatycznej wymiany przedmiotów na obrabiarkach:
- pierwszy kierunek stanowią obrabiarki samoobsługujące się; rozwiązanie to leży na pograniczu robotyki, gdyż obrabiarka pełni rolę manipulatora;
- drugi kierunek to zrobotyzowane autonomiczne stacje obróbkowe;
- trzeci kierunek stanowią autonomiczne stacje obróbki frezarskiej z zastosowaniem zmieniaczy palet przedmiotowych;
- czwarty kierunek to elastyczne systemy obróbkowe z zastosowaniem zmieniaczy palet przedmiotowych i klasycznych rozwiązań podsystemów transportowych, magazynowych (magazynów regałowych, ukła-darek, wózków szynowych itp.).
13.3.1. Obrabiarki samoobsługujące sią
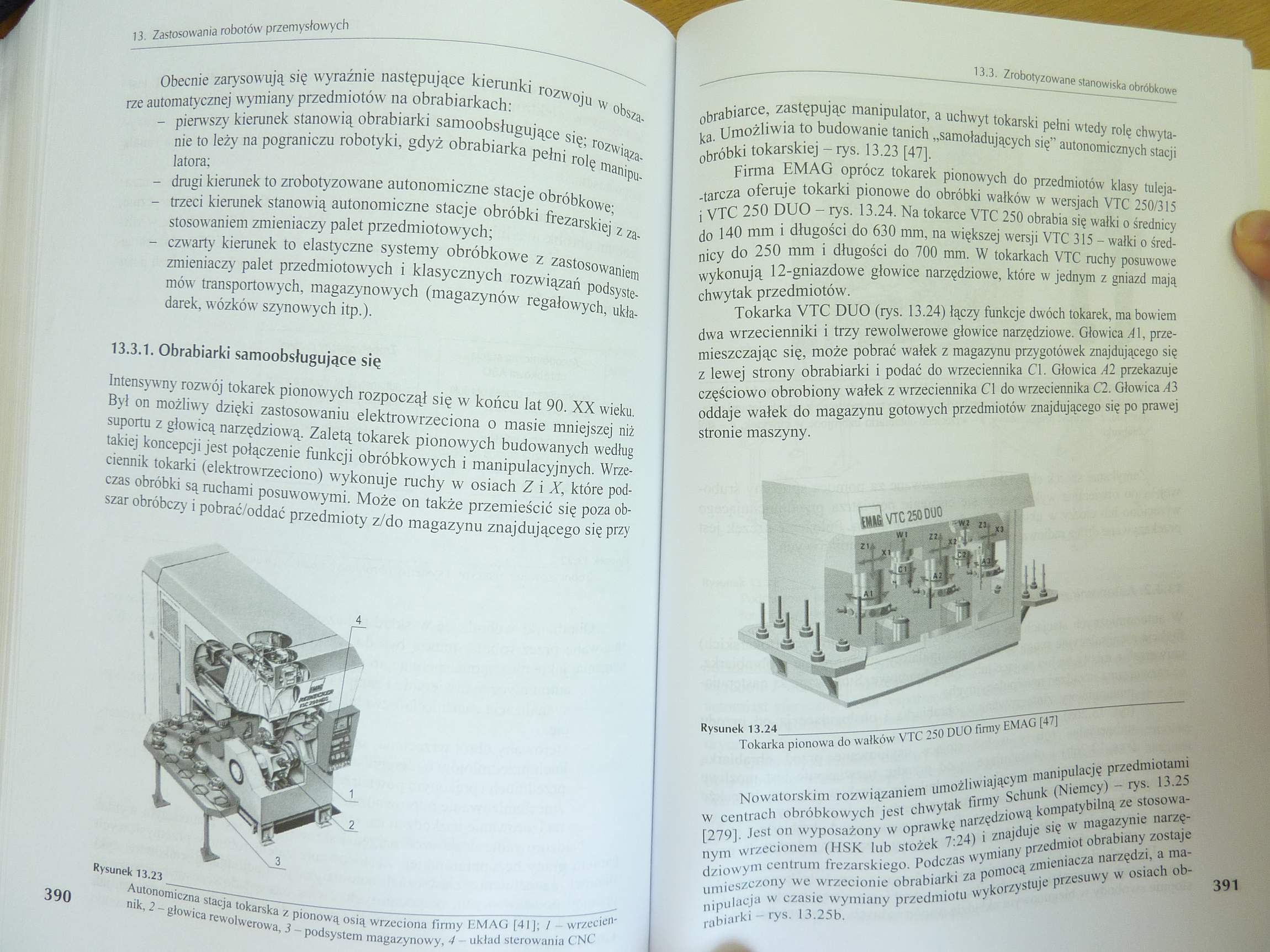
Intensywny rozwój tokarek pionowych rozpoczął się w końcu lat 90. XX wieku. Był on możliwy dzięki zastosowaniu elektrowrzeciona o masie mniejszej niż suportu z głowicą narzędziową. Zaletą tokarek pionowych budowanych według takiej koncepcji jest połączenie funkcji obróbkowych i manipulacyjnych. Wrze-ciennik tokarki (elektrowrzeciono) wykonuje ruchy w osiach Z i X, które podczas obróbki są mchami posuwowymi. Może on także przemieścić się poza obszar obróbczy i pobrać/oddać przedmioty z/do magazynu znajdującego się przy
Rysunek 13^23 _'___________
Autonomiczna stacja tokarska z pionową osią wrzeciona firmy EMAG [41]; / - wrzecied-nik, 2 - głowica rewolwerowa, 3 - podsystem magazynowy, 4 - układ sterowania CNC
obrabiarce, zastępując manipulator, a uchwyt tokarski pełni wtedy rolę chwytaka. Umożliwia to budowanie tanich „samoładujących się” autonomicznych stacji obróbki tokarskiej - rys. 13.23 [47].
Firma EM AG oprócz tokarek pionowych do przedmiotów klasy tuleja--tarcza oferuje tokarki pionowe do obróbki wałków w wersjach VTC 250/315 i VTC 250 DUO — rys. 13.24. Na tokarce VTC 250 obrabia się wałki o średnicy do 140 mm i długości do 630 mm, na większej wersji VTC 315 - wałki o średnicy do 250 mm i długości do 700 mm. W tokarkach VTC mchy posuwowe wykonują 12-gniazdowe głowice narzędziowe, które w jednym z gniazd mają chwytak przedmiotów.
Tokarka VTC DUO (rys. 13.24) łączy funkcje dwóch tokarek, ma bowiem dwa wrzecienniki i trzy rewolwerowe głowice narzędziowe. Głowica A1, przemieszczając się, może pobrać wałek z magazynu przygotówek znajdującego się z lewej strony obrabiarki i podać do wrzeciennika Cl. Głowica A2 przekazuje częściowo obrobiony wałek z wrzeciennika Cl do wrzeciennika C2. Głowica A3 oddaje wałek do magazynu gotowych przedmiotów znajdującego się po prawej stronie maszyny.

Rysunek 13.24 _____ .
Tokarka pionowa do wałków VTC 250 DUO firmy EMAG [47]
Nowatorskim rozwiązaniem umożliwiającym manipulację przedmiotami w centrach obróbkowych jest chwytak firmy Schunk (Niemcy) — rys. 13.25 [279]. Jest on wyposażony w oprawkę narzędziową kompatybilną ze stosowanym wrzecionem (HSK lub stożek 7:24) i znajduje się w magazynie narzędziowym centrum frezarskiego. Podczas wymiany przedmiot obrabiany zostaje umieszczony we wrzecionie obrabiarki za pomocą zmieniacza narzędzi, a ma-rSrk/-rys.Z?3!25bym,any przedmiotu wykorzystuje przesuwy w osiach ob-
391
Wyszukiwarka
Podobne podstrony:
12883 P1080363 13. Zastosowania robotów przemysłowych - łuk utrzymuje się między d
P1080375 13. Zastosowania robotów przemysłowym - mają duży udźwig, -
17266 P1080390 13. Zastosowania robotów przemysłowych układy sensoryczne, jest fakt, że prace montaż
więcej podobnych podstron