126 3
GOO G90 G54 XO YO S4000 M03 G43 HOl 2 1 MOS
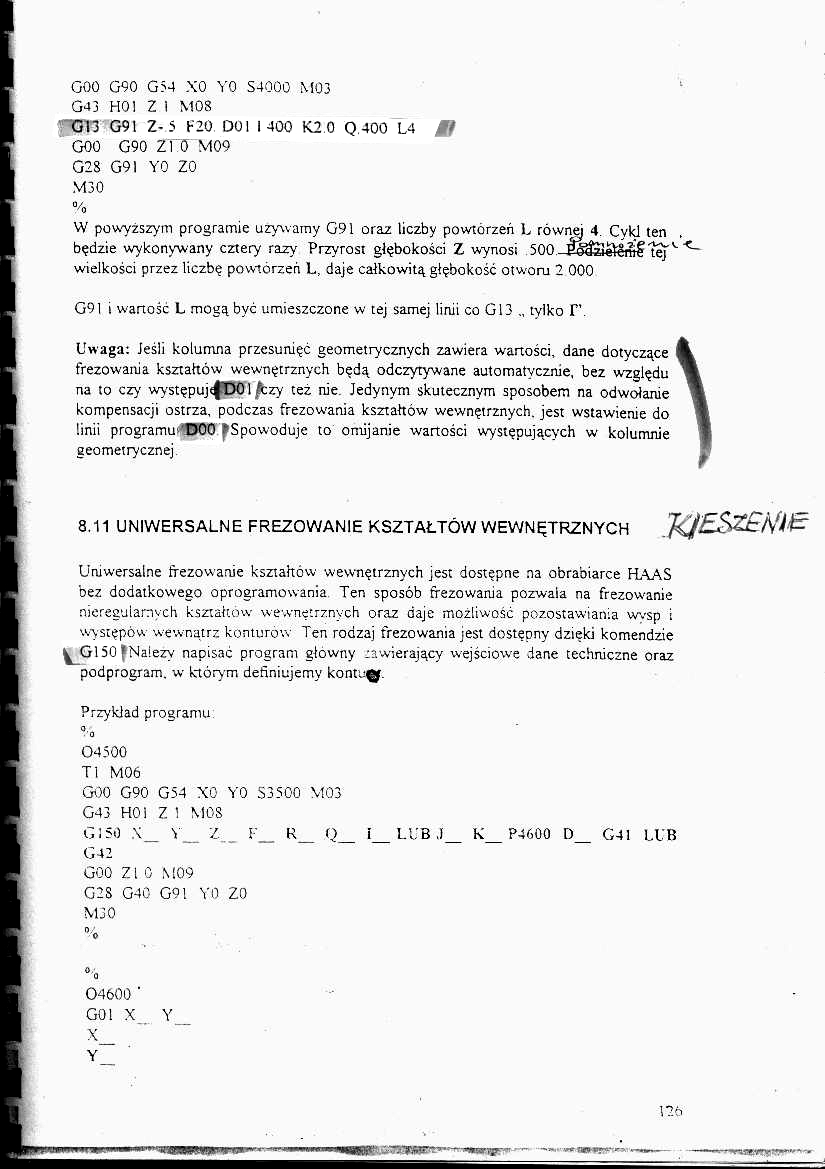
rOT3 G91 Z-5 F20. DOI 1400 K2 0 Q.400 L4 g GOO G90 Zł O M09 G2S G9I YO ZO M30 %
W powyższym programie używamy G91 oraz liczby powtórzeń L równej 4. Cykl ten , będzie wykonywany cztery razy Przyrost głębokości Z wynosi 500._Źj^z4^ern?tej'v wielkości przez liczbę powtórzeń L, daje całkowitą głębokość otworu 2 000
G91 i wartość L mogą być umieszczone w tej samej linii co G13 „ tylko f\

Uwaga: Jeśli kolumna przesunięć geometrycznych zawiera wartości, dane dotyczące frezowania kształtów wewnętrznych będą odczytywane automatycznie, bez względu na to czy występuj^DOl fezy tez nie Jedynym skutecznym sposobem na odwołanie kompensacji ostrza, podczas frezowania kształtów wewnętrznych, jest wstawienie do linii programm'D00 ‘'Spowoduje to omijanie wartości występujących w kolumnie geometrycznej

8.11 UNIWERSALNE FREZOWANIE KSZTAŁTÓW WEWNĘTRZNYCH
Uniwersalne frezowanie kształtów wewnętrznych jest dostępne na obrabiarce HAAS bez dodatkowego oprogramowania Ten sposób frezowania pozwala na frezowanie nieregularnych kształtów wewnętrznych oraz daje możliwość pozostawiania wysp i występów wewnątrz konturów Ten rodzaj frezowania jest dostępny dzięki komendzie ^GlSOfNaiezy napisać program główny zawierający wejściowe dane techniczne oraz podprogram, w którym definiujemy kontu0.
Przykład programu
°o
04500 Tl M06
GOO G90 G54 X0 YO 53500 M03 G43 HOl Z l MOS
i LUB J K P4600 D G41 LUB
GI50 X_ Y_ Z _ F_ R_ Q_
G42
GOO Zl 0 MÓ9 G2S G40 G91 YO ZO M30 %
0/
Y
04600 ’ GOI X
Wyszukiwarka
Podobne podstrony:
139 4 T3 M06 GOO G90 G54 XI O YO AO S5000 MOS G43 H03 Z.l MOS G83 Z-l.125 F12. R.l Q.25 X2 O A 90 X1
111 3 (.narzędzie *2 wiertło ze skrócona T2 M06 częścią) G00 G90 G54 X.565 Y-1.875 S2500 M03 (robocz
Image3198 ijm f(xp + t’.yo)-f(xo,yo) h-łO h
Image3199 df, , — (x0Jo) dy ljm f(xo,yo + tł)-f(x0ly0) h-»0
tylko wtedy gdy, a=tg^ Twierdzenie 2. Jeżeli punkt (xo ,yo) należy do wykresu funkcji liniowej f(x)=
Zauważmy, że1 --=1 +7 T(xa,ya,z„)*Ml„*T(-xo,-yo,0) Z0 d Ćwiczenie:
112(1) 2 G43 H02 Z.l MOS GS3 Z-620 FI5 R 1 Q ]75 M98 P1000 GOC G80 7A O M09 _
void Linie(int xO,yO, intx1, int y1) 4 /likbd iWiflb W WĘmmm* { int x; float dy, dx, y , m;dy • yl-y
rozniczki02 - Scałkować następujące równanie i wydzielić krzywą całkową przechodzącą przez punkt M(x
129 5 KWADRATOWA WYSPA: < % 0)000 Tl M06 G00 G90 G54 S2500 MOS G43 HOl Z i MOR
ga10 Rozdział 4 Prostą przechodząca przez punkt Po(xo,yo,zo) i równoległą do niezerowego wektor
P1020074 (4) Znajdźmy położenie takiego punktu ciała w układzie xy, którego prędkość jest równa zeru
więcej podobnych podstron