34049 Str180 (2)
180
|
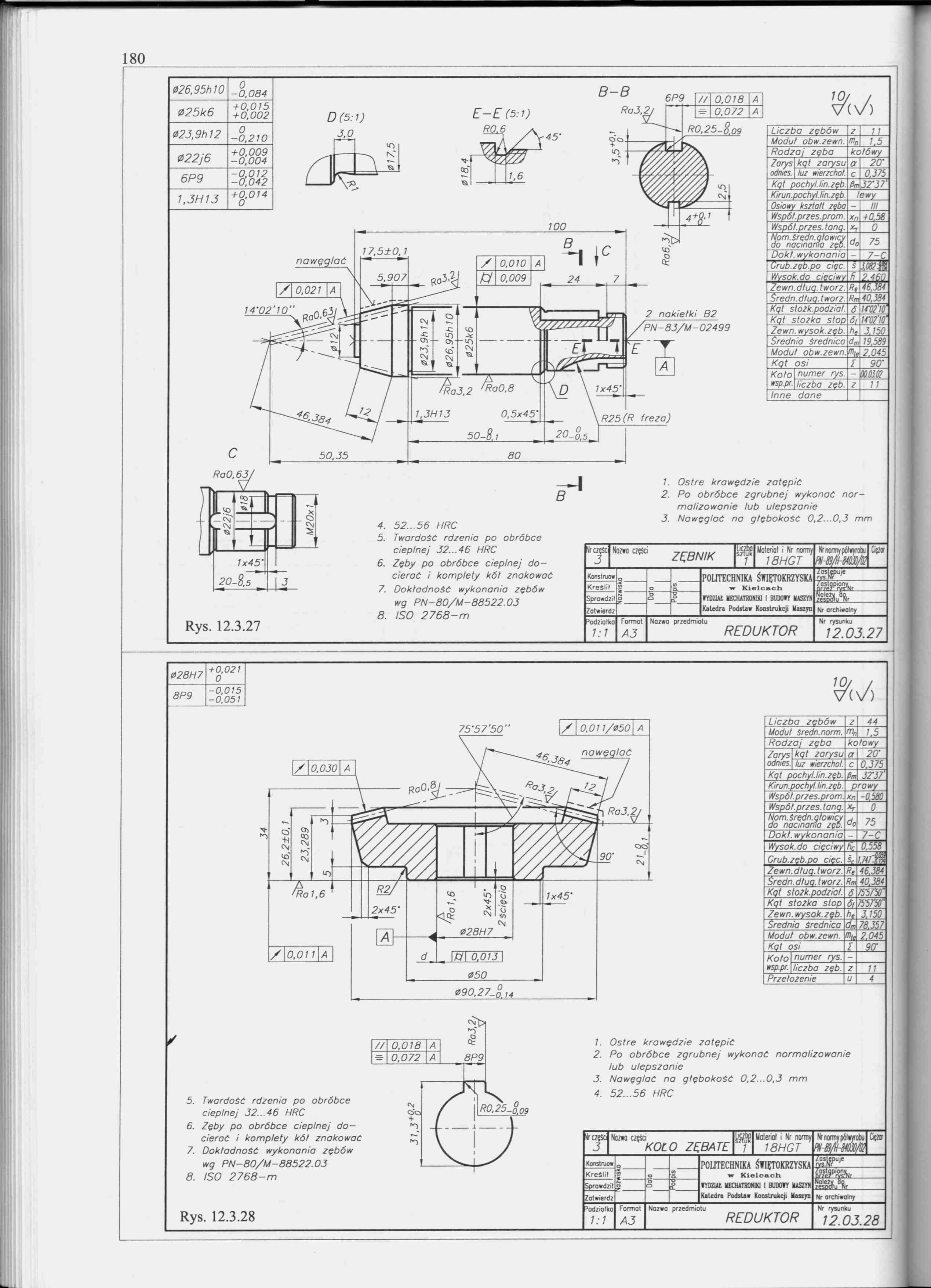
026,95h1O |
0 -0,084 |
|
025k6 |
+ 0,015 + 0,002 |
|
023,9h 12 |
0 -0,210 |
|
022j6 |
+0,009 -0.004 |
|
6P9 |
-0,012 -0,042 |
|
1.JH13 |
+0,014 0 |
|
Liczba zębów |
z |
11 | |
|
Moduł obw.zewn. |
mn |
15 | |
|
Rodząi zęba |
kołówy | ||
|
Zarys odmes. |
kqt zarysu |
a |
20■ |
|
luz wierzchoł |
c |
0,375 | |
|
Kęt pochyl.lin.zęb. |
Pm |
32-37' | |
|
Kirun.pochyl.lin.zęb |
lewy | ||
|
Osiowy kształt zęba |
- |
III | |
|
Współ.przes.prom. |
Xn |
+0.5S | |
|
Współ.przes. tanq. |
xr |
0 | |
|
Nom. śrędn. głowicy do nacmarna zęb. |
do |
75 | |
|
Dokł. wykonania |
- |
7-C | |
|
Grub.zęb.po cięc. |
s |
WM. | |
|
Wysok.do cięciwy |
n |
2.‘t: | |
|
Zewn.dtuę. twórz. |
Re |
46384 | |
|
Sredn.dłup.twórz. |
Rm |
40,384 | |
|
Kęt stozk.podział. |
<3 |
H'02'10' | |
|
Kęt stożka stop |
ó, |
I4V2'W' | |
|
Zewn. wysok.zęb. |
N |
3150 | |
|
Średnio średnica |
dm |
19,589 | |
|
Moduł obw.zewn. |
mi? |
2.045 | |
|
Kęt osi |
T |
90- | |
|
Koto wsp.pr. |
numer rys. |
- |
mc2 |
|
Uczba zęb. |
Z |
11 | |
|
Inne dane | |||
B
4.
5.
6.
7.
8.
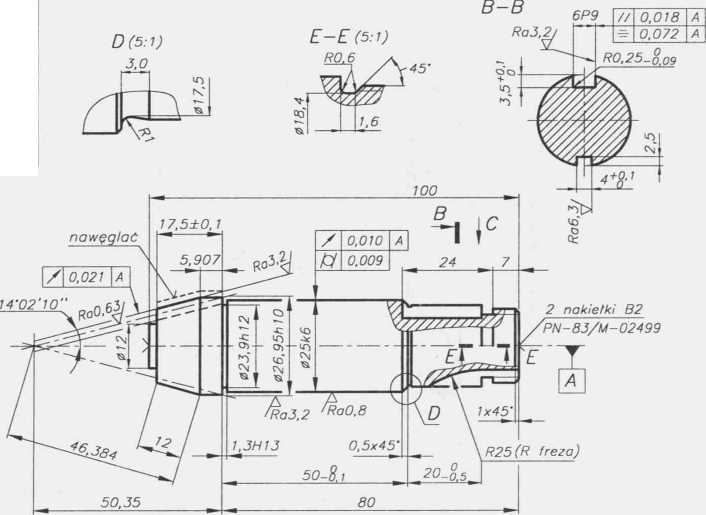
52...56 HRC
Twardość rdzenia po obróbce cieplnej 32...46 HRC Zęby po obróbce cieplnej docierać i komplety kót znakować Dokładność wykonania zębów wg PN-80/M-88522.03 ISO 2768-m
1. Ostre krawędzie za tę pić
2. Po obróbce zgrubnej wykonać normalizowanie lub ulepszanie
3. Nawęglać no głębokość 0,2...0,3 mm
|
traęSc tao ajsci LSffi Materiał i Ni normy j ZĘBNIK 1 18HGT |
Nr normy półwyrobu Gęttr | ||||
|
Konstruow |
o— |
POLITECHNIKA ŚWIĘTOKRZYSKA |
gar* | ||
|
Kreśli! |
1 |
w Kielcach WYDZIAŁ MECHATRONIKI I BUDOWY MASZYN |
fegte_ | ||
|
Sprawdzi! |
o |
s | |||
|
Zotwierdz |
Katedra Podstaw Konstrukcji Maszyn |
Nr orchiwolny | |||
|
3odzia!ko 1:1 |
Formot A3 |
Nazwa przedmiotu REDUKTOR |
Nr rysunku 12.03.27 | ||
|
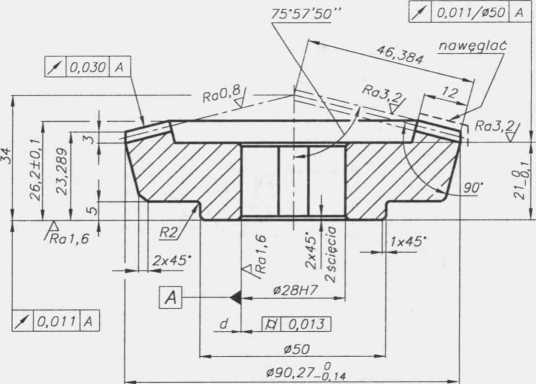
028H7 |
+0,021 0 |
|
8P9 |
-0,015 -0,051 |

|
Liczba zębów |
z |
44 | |
|
Moduł Sredn. norm. |
mr |
1,5 | |
|
Rodzaj zęba |
kołowy | ||
|
Zarys odmes |
kęt zarysu |
a |
20' |
|
luz wierzchoł. |
c |
0.375 | |
|
Kqt pochyl.lin.zęb. |
Pm |
3237- | |
|
Kirun.pochyl. lin. zęb. |
prawy | ||
|
Wspót.przes.prom. |
Xn |
-0.580 | |
|
Współ, przes. tonq. |
>9 |
0 | |
|
Nom. śrędn. głowicy do nacinania zęb. |
dc |
75 | |
|
Dokł. wykonania |
- |
7-C | |
|
Wysok.do cięciwy |
& |
TŻ558 | |
|
Grub.zęb.po ciec. |
L | ||
|
Zewn.dtuę.twórz. |
Rr |
46.384 | |
|
Sredn. dłuę. twórz. |
Rm |
40.384 | |
|
Kęt stożk.podział. |
6 |
25VW | |
|
Kęt stożka stop |
6f |
75575 S" | |
|
Zewn.wysok.zęb. |
hr |
3.150 | |
|
Średnia średnica |
78,357 | ||
|
Moduł obw.zewn. |
% |
2.045 | |
|
Kęt osi |
l |
90- | |
|
Koło wsp.pr. |
numer rys. |
- | |
|
liczba zęb. |
Z |
11 | |
|
Przełożenie |
u |
4 | |
5. Twardość rdzenia po obróbce cieplnej 32...46 HRC
6. Zęby po obróbce cieplnej docierać i komplety kół znakować
7. Dokładność wykonania zębów wg PN-80/M-88522.03
8. ISO 2768-m
1. Ostre krawędzie za tępić
2. Po obróbce zgrubnej wykonać normalizowanie lub ulepszanie
3. Nawęglać na głębokość 0,2...0,3 mm
4. 52...56 HRC
|
częśc Nazwa części Liczbo Materiał i Nr normy 3 KOLO ZĘBATE 7 18HCT |
Nr normy półwyrobu Ciężar mii | ||||
|
Konstruow |
POLITECHNIKA ŚWIĘTOKRZYSKA |
sir | |||
|
Kreśli! |
£ |
0 |
w Kielcach |
_ | |
|
Sprowdzi! |
o |
o O |
£ |
WYDZIAŁ MECHATRONIK] 1 BUDOTT MASZYN |
Należy do |
|
Zatwierdź |
Katedra Podstaw Konstrukcji Maszyn |
Nr orchiwolny | |||
|
3odziolko 1:1 |
Formot AJ |
Nozwa przedmiotu REDUKTOR |
Nr rysunku 12.03.28 | ||
Wyszukiwarka
Podobne podstrony:
IMG00180 180 026,95h1O 0 -0,084 <S25k6 +0,015 +0,002 023.9h
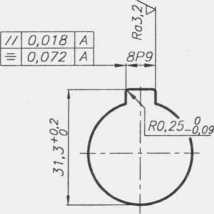
163 025k6 $n/> // 0,018 A i 0,072 A PO,25-8,09 + 0,015 + 0,002 + 0,009
str180 (3) 3. PRZEKSZTAŁCENIE LAPLACE’A I JEGO PEWNE ZASTOSOWANIA 180 § 3. WYZNACZANIE Podstawi
str32 33 uBz ins, = 0,05PkzP/(EIz) = 0,015 • 0,6428 • 103-8007(12 000-379 688) = = 1,084 mm. Ugięcia
skanuj0010 (180) i JkJ IUŁ tO *lrl l»ś£*3 *r * nr* l <i> w a u m * w » M M W Wk Wt W W 1A ‘I
więcej podobnych podstron