IMG00180
|
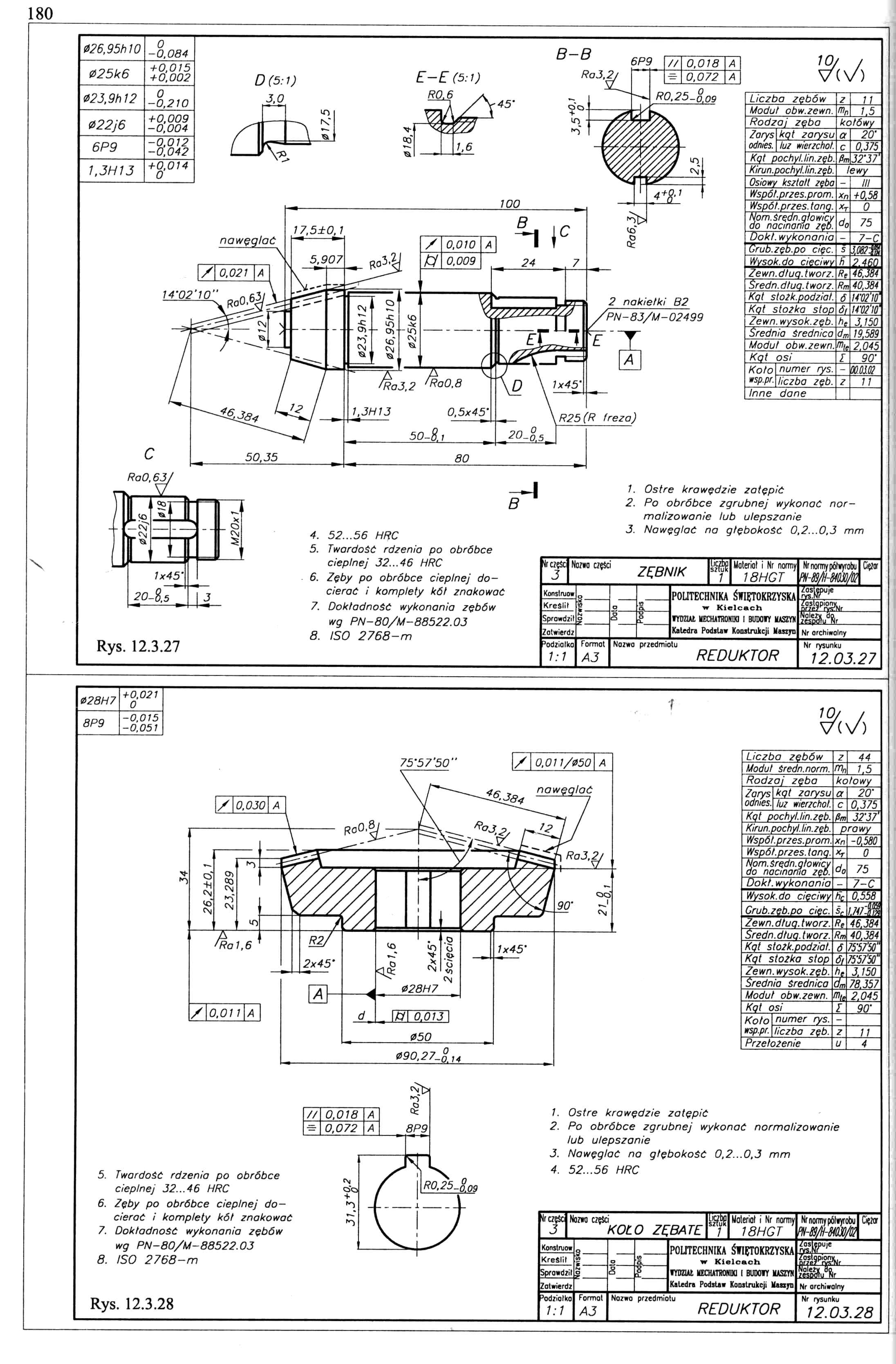
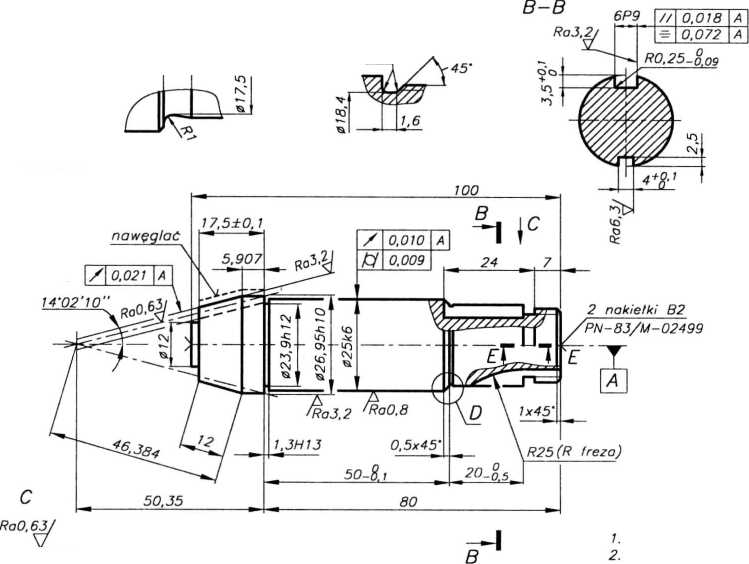
026,95h1O |
0 -0,084 |
|
<S25k6 |
+0,015 +0,002 |
|
023.9h 12 |
0 -0,210 |
|
022j6 |
+0,009 -0,004 |
|
6P9 |
-0,012 -0,042 |
|
1.3H13 |
+0,014 0 |
0(5:1)
3.0
Liczbo zębów
Modut obw.zewn.
Rodzaj zęba
Zarys
odnieś.
Kgt pochyl lin, zęb.
Kiru n.pochyl, lin, zęb.
Osiowy kształt zęba
Wspót.przes.prom.
Wspót.przes.tang. Nom. śrędn. gło wicy do nacinania zęb.
Doki. wykonania Grub.zęb.po cięc.
Wysok.do cięciwy Zewn.dtug. twórz.
Sredn. dług, twórz.
Kgt stożk.podział.
Kgt stożka stop
Zewn. wysok.zęb. Średnia średnico
Modut obw.zewn.Kije
Kęt osi
Koto
wsp.pr.
Inne dane
11
m 1.5
kgt zarysu
luz wierzchot.
kot 6 wy
20'
0.375
Pm\32'37
+0.58
d0
75
7-C
IMS
Rę_
Rm 40,384
NWW
urno
3.150
19,589
2.045
90'
numer rys.
liczba zęb.
|
r- |
03 - | |||
|
1Sii |
II ^ | |||
|
— ĆN' |
— |
-- |
N |
_ IL o Ir |
|
r | ||||
|
i/*— |
1x45' | |||
|
20-8.5 |
-U- | |||
4. 52...56 HRC
5. Twardość rdzenia po obróbce cieplnej 32...46 HRC
6. Zęby po obróbce cieplnej docierać i komplety kót znakować
7. Dokładność wykonania zębów wg PN-80/M-88522.03
8. ISO 2768-m
łrczęśc
J
Nazwa części
|
Konslmow | |
|
Kreślił | |
|
Sprawdził | |
|
Zatwierdź | |
|
^OCZicIkG |
Format |
|
1:1 |
A3 |
Nazwo przedmiotu
Ostre krawędzie za tępić Po obróbce zgrubnej wykonać normalizowanie lub ulepszanie Nowęglać na głębokość 0,2...0.3 mm
Nr normy półwyrobu
Cięzor
POLITECHNIKA ŚWIĘTOKRZYSKA
w Kielcach WYDZIAŁ MECHATRONIKI I BUDOWY MASZYN Katedra Podstaw Konstrukcji Maszyn
REDUKTOR
m
Nr archiwalny
Nr rysunku
12.03.27
|
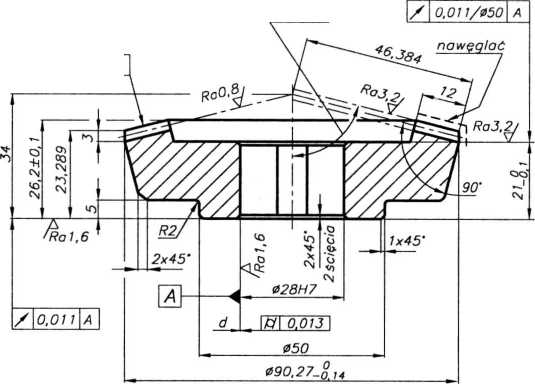
028H7 |
+ 0,021 0 |
|
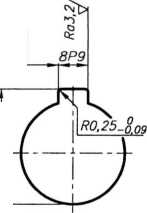
8P9 |
-0,015 -0,051 |
75'57‘50"
\/\0,030\a
|
// |
0.018 |
A |
|
0,072 |
A |
|
5. |
Twardość rdzenia po obróbce | |
|
cieplnej 32...46 HRC |
| |
|
6. |
Zęby po obróbce cieplnej do- | |
|
cierać i komplety kót znakować | ||
|
7. |
Dokładność wykonania zębów | |
|
wg PN-80/M—88522.03 | ||
|
8. |
ISO 2768-m |
Liczba zębów
Modut średn.norm.
Rodzaj zęba
44
m 1.5
Zarys kgt zarysu odmes. tuz wierzchot.
Kgt pochyl, lin.zęb.
Kirun.pochyl, lin, zęb.
Wspót.przes.prom.
Wspót.przes.tang.
Nom. Srgdn. gto wicy do nacinania zęb. Dokt. wykonania
kołowy
a 20'
c 0,375
32'37
*n -0,580
do
75
7-C
Wysok.do cięciwy
Grub.zęb.po ciec. Zewn.dług.twórz.
Sredn.dtuą.twórz.
Kgt stozk.podziat.
Kgt stożka stop
Zewn.wysok.zęb. Średnia średnica
Modut obw.zewn.
Kgt osi
Koto numer rys.
wsp.pr. liczba zęb.
Przełożenie
Rm
0.558
46.384
755750'
3,150
ił
78.357
2,045
_90L
1. Ostre krawędzie zatępić
2. Po obróbce zgrubnej wykonać normalizowanie lub ulepszanie
3. Nowęglać na głębokość 0,2...0,3 mm
4. 52...56 HRC
|
Jr częśc |
Nozwo części |
Materiał i Nr normy |
Nr normy półwyrobu |
Ciężar | |
|
3 |
KOLO ZĘBATE |
7 |
18HGT |
PN-SS/H-m/Oi |
zesoolu Nr
|
Konstruow |
o |
POLITECHNIKA ŚWIĘTOKRZYSKA | ||
|
Kreślif |
a |
5. |
w Kielcach | |
|
Sprawdzi! |
o |
8 |
S |
WYDZIAŁ MECHATRONIKI 1 BUDOWY MASZYN |
|
Zatwierdź |
Katedra Podstaw Konstrukcji Maszyn | |||
|
3odzialko 1:1 |
Format A3 |
Nazwo przedmiotu REDUKTOR | ||
Nr rysunku
12.03.28
Wyszukiwarka
Podobne podstrony:
34049 Str180 (2) 180 026,95h1O 0 -0,084 025k6 + 0,015 + 0,002 023,9h
163 025k6 $n/> // 0,018 A i 0,072 A PO,25-8,09 + 0,015 + 0,002 + 0,009
Img00176 180 Rys. 3.37-1. Zależność własności termoelektrycznych materiału od koncentracji nośników
IMG00168 ioo 042r6 +0,050 +0,034 04Ok6 +0,018 +0,002 12N9 0 -0,030 Roi 2,5 Liczbo
img001 (57) 180 Rozwój po Śląsku: procesy kapitalizacji kultury w śląskiej społeczności górniczej w
002 (2) 100 110 120 130 140 150 160 170 180 Ty Wilson by Daęóaatóea: 0EETeaafay Qaeea Page 2
str32 33 uBz ins, = 0,05PkzP/(EIz) = 0,015 • 0,6428 • 103-8007(12 000-379 688) = = 1,084 mm. Ugięcia
IMG00176 17612.3.7. KONSTRUOWANIE ZĘBATYCH KÓŁ STOŻKOWYCH 03OH6 +0,013 0 8P9 -0,015 -0,051 Rai
choroszy89 389 tek od 0,015 do 0,025 mm na stroną, a na wykańczającą od 0,002 do 0,005 mm. Obróbką p
skanuj0010 (180) i JkJ IUŁ tO *lrl l»ś£*3 *r * nr* l <i> w a u m * w » M M W Wk Wt W W 1A ‘I
więcej podobnych podstron