60416 IMGB14 (2)
104
104


H I

sposobów wyciskania jest ograniczona długość wyciskanych wyrobów i związana z tym okresowość procesu.
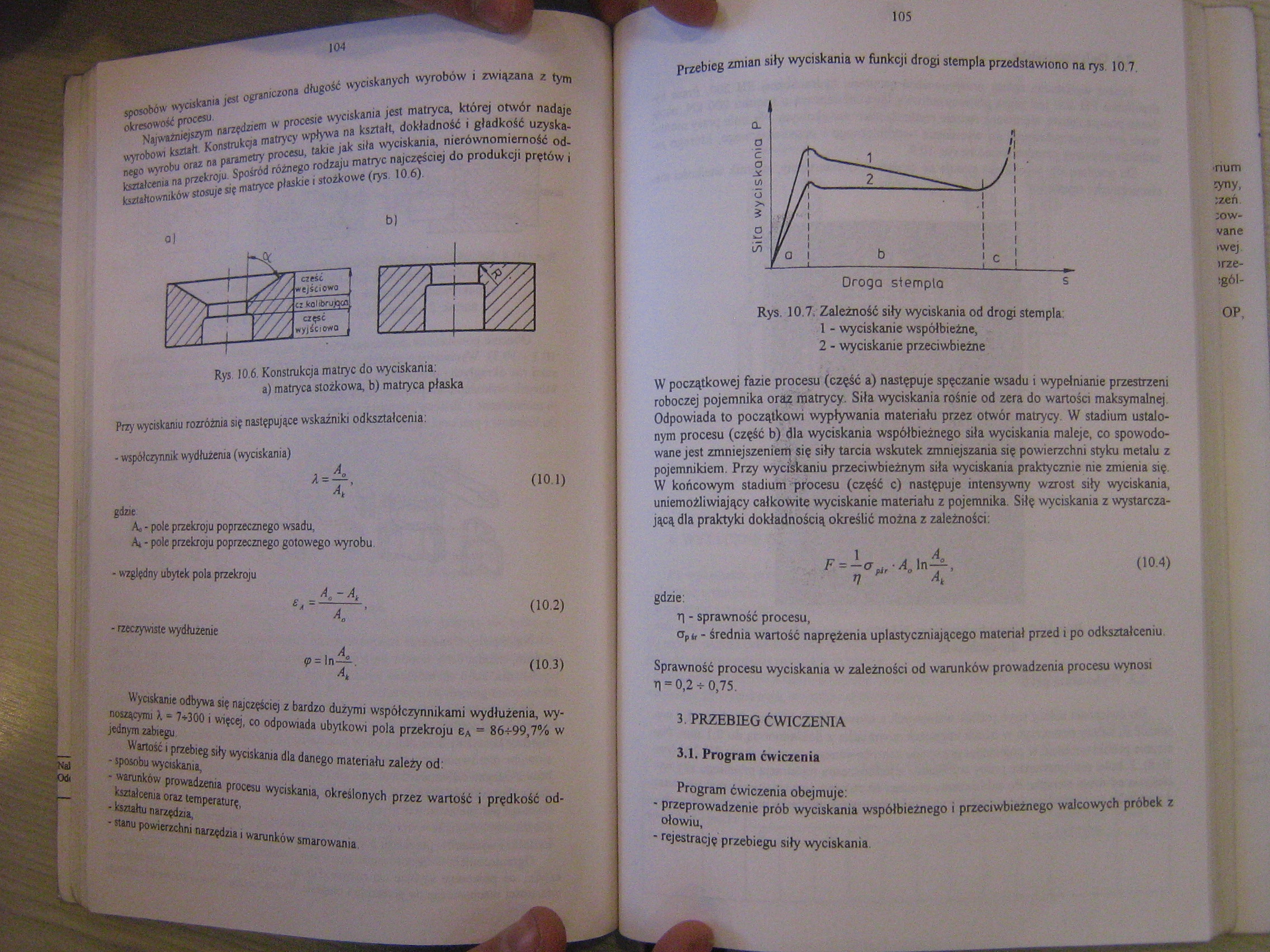
Najważniejszym narzędziem w procesie wyciskania jest matryca, której otwór nadaje wyrobowi kształt. Konstrukcja matrycy wpływa na kształt, dokładność i gładkość uzyskanego wyrobu oraz na parametry procesu, takie jak siła wyciskania, nierównomiemość odkształcenia na przekroju. Spośród różnego rodzaju matryc najczęściej do produkcji prętów i kształtowników stosuje się matryce płaskie i stożkowe (rys. 10.6).
Rys. 10.6. Konstrukcja matryc do wyciskania:
a) matryca stożkowa, b) matryca płaska
Przy wyciskaniu rozróżnia się następujące wskaźniki odkształcenia:
- współczynnik wydłużenia (wyciskania)
V
gdzie:
A. - pole przekroju poprzecznego wsadu,
A* - pole przekroju poprzecznego gotowego wyrobu.
- względny ubytek pola przekroju
- rzeczywiste wydłużenie

<p = In—.
4*
(10.3)
Wyciskanie odbywa się najczęściej z bardzo dużymi współczynnikami wydłużenia, wynoszącymi • 7+300 i więcej, co odpowiada ubytkowi pola przekroju ba — 86+99,7% w jednym zabiegu
Wartość i przebieg siły wyciskania dla danego materiału zależy od:
- sposobu wyciskania,
- warunków prowadzenia procesu wyciskania, określonych przez wartość i prędkość odkształcenia oraz temperaturę,
- kształtu narzędzia,
- stanu powierzchni narzędzia i warunków smarowania.


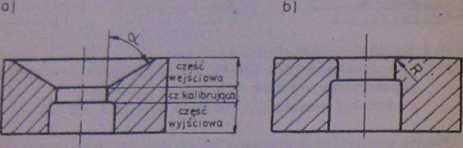
Przebieg zmian siły wyciskania w funkcji drogi stempla przedstawiono na rys. 10.7.
CL
a
Droga stempla
s
Rys. 10.7, Zależność siły wyciskania od drogi stempla:
1 - wyciskanie współbieżne,
2 - wyciskanie przeciwbieżne
W początkowej fazie procesu (część a) następuje spęczanie wsadu i wypełnianie przestrzeni roboczej pojemnika oraą matrycy. Siła wyciskania rośnie od zera do wartości maksymalnej. Odpowiada to początkowi wypływania materiału przez otwór matrycy. W stadium ustalonym procesu (część b) dla wyciskania współbieżnego siła wyciskania maleje, co spowodowane jest zmniejszenieitj się siły tarcia wskutek zmniejszania się powierzchni styku metalu z pojemnikiem. Przy wyciskaniu przeciwbieżnym siła wyciskania praktycznie nie zmienia się. W końcowym stadium^procesu (część c) następuje intensywny wzrost siły wyciskania, uniemożliwiający całkoVvite wyciskanie materiału z pojemnika. Siłę wyciskania z wystarczającą dla praktyki dokładnością określić można z zależności:
A
F = —<jit'Aa ln V

(10.4)
gdzie:
tj - sprawność procesu,
CTpł, - średnia wartość naprężenia uplastyczniającego materiał przed i po odkształceniu.
Sprawność procesu wyciskania w zależności od warunków prowadzenia procesu wynosi 71 = 0,2 -r 0,75.
3. PRZEBIEG ĆWICZENIA 3.1. Program ćwiczenia Program ćwiczenia obejmuje:
- przeprowadzenie prób wyciskania współbieżnego i przeciwbieżnego walcowych próbek z ołowiu,
1 rejestrację przebiegu siły wyciskania.
Wyszukiwarka
Podobne podstrony:
66 (171) W tym przykładzie lwp yB w przedziałach AB i DE jest ograniczona odcinkami linii prostych.
4 (2082) 5 Główną cechą diod ostrzowych jest bardzo mała powierzchnia złącza i związana z tym niezna
AnalizaFinansowaTeoriaPrakty!3 Kierunki i sposoby analizy wyników finansowych W trakcie rozwoju rach
42860 img702 w sposób bezwarunkowy i jednoznaczny, to przecież jawność jego wypowiedzi jest ogranicz
104 stwierdzając, że coś jest urządzone na polski sposób. Tak więc kiedy zabudowa miejska Poznania z
skanuj0035 (31) Ewolucja sprzedaży osobistej Liczba uczestników rynku towarów i usług przemysłowych
Image1932 1 1 lim xsin— = O gdyż lim x = O i funkcja sin— jest ograniczona, bo x-»0
Slajd17 (104) STRUKTURA ■ sposób wykształcenia składników w skale tzn. stopień krystaliczności,
więcej podobnych podstron