83758 skanuj0012 (253)
• Pomiar narzędzi, określanie korekcji położenia i wprowadzanie ich do układu sterowania obrabiarki lub opcjonalnie wczytywanie danych o korekcji narzędzi z. nośników informacji, baz danych zewnętrznych urządzeń pomiarowych itp.
• Współpraca z zewnętrznymi urządzeniami służącymi do zasilania obrabiarki w przedmioty i narzędzia, takimi jak: urządzenia transportowe, manipulatory, roboty.
• Współpraca z maszynami pomiarowymi i systemami kontroli jakości.
• Możliwość wczytywania, pisania i korygowania programów sterujących pracą obrabiarki.
• Współpraca z systemami informatycznymi przedsiębiorstwa.
Nic wszystkie z wymienionych licznych zadań, jakie może spełniać tokarka sterowana numerycznie (CNC), są wykonywane na każdej obrabiarce. Większość obrabiarek ma mniejsze możliwości techniczne, ponieważ niektóre z wymienionych funkcji wymagają drogiego, dodatkowego wyposażenia, co może znacznie zwiększać cenę obrabiarki, a to może stać się nieopłacalne ze względów techniczno-ekonomicznych.
Do niedawna obrabiarki CNC stosowano jedynie w produkcji:
• jednostkowej - do wykonywania bardzo dokładnych przedmiotów o skomplikowanych kształtach,
• mało- i średnioseryjnej - w partiach często powtarzalnych,
• w elastycznym wytwarzaniu - w ciągu jednej zmiany produkcyjnej obrabianych bywa kilka różnych przedmiotów w krótkich partiach lub nawet na przemian wykonywane są różne przedmioty kolejno po sobie.
Taki stan rzeczy spowodowany był dużą uniwersalnością obrabiarki CNC, jej wysokim godzinowym kosztem pracy, bardzo dużymi możliwościami kształtowania powierzchni oraz możliwością bardzo szybkiego jej przezbrojenia do nowego zadania produkcyjnego. Produkcja wielkoseryjna nie wymagała obrabiarek o tak dużej uniwersalności, a możliwość szybkiego przezbrajania obrabiarki nie była w tym przypadku zbyt ważnym argumentem. Bardziej racjonalne było stosowanie np. bardziej wydajnych automatów wiclowrzecionowych sterowanych krzywkami. Obecnie obrabiarki CNC są bardziej wydajne przez stosowanie szybkoobrotowych wrzecion oraz możliwość jednoczesnej pracy kilku suportów, a także dużych możliwości skrawnych współczesnych materiałów narzędziowych. Koszty układu sterowania obrabiarki CNC znacznie zmalały. Możliwość szybkiej zmiany asortymentu lub korekty produkowanych wyrobów, zgodnie z wymaganiami współczesnego, globalnego rynku sprawiły, że obrabiarki CNC są stosowane w produkcji na coraz większą skalę.
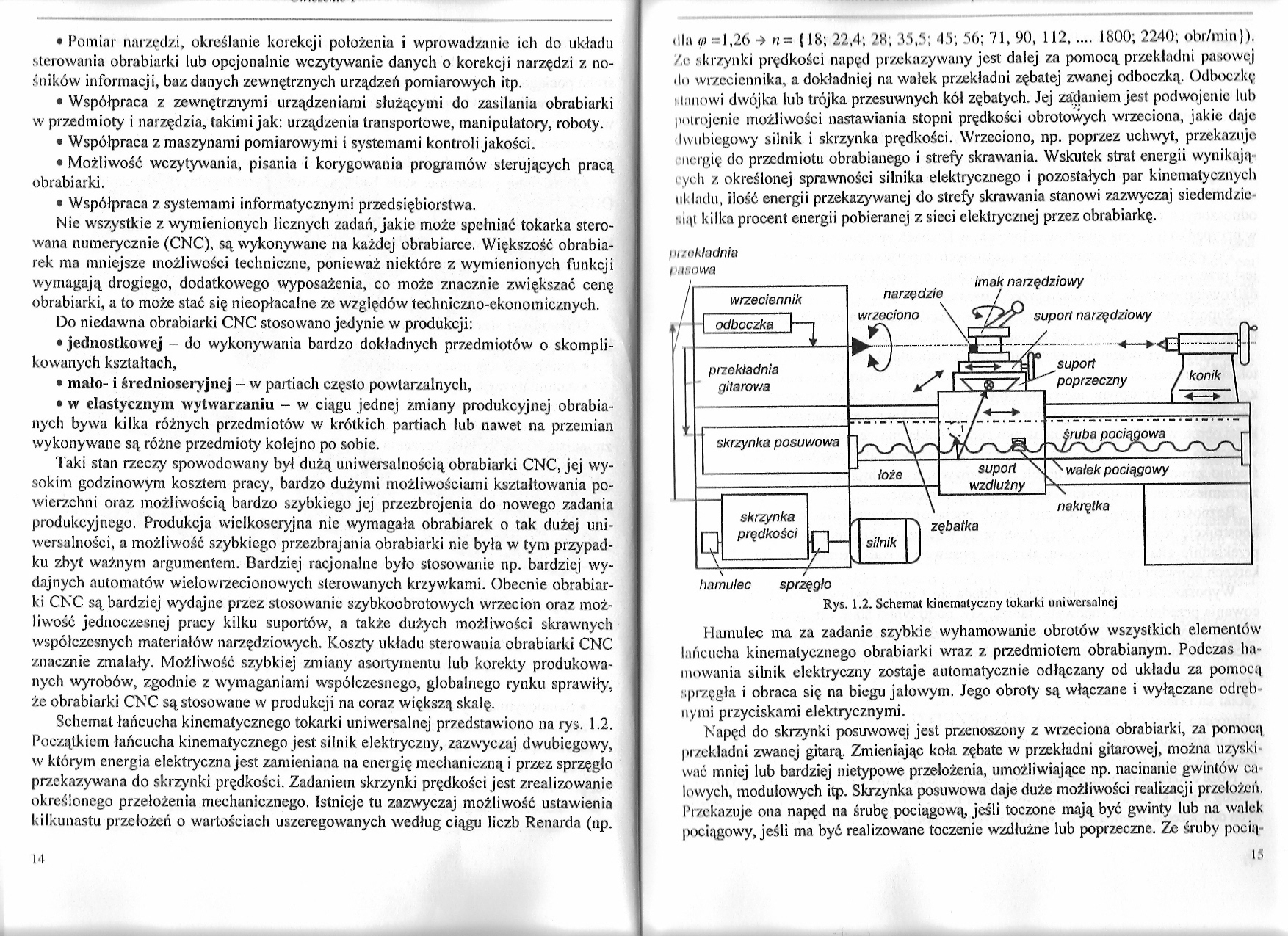
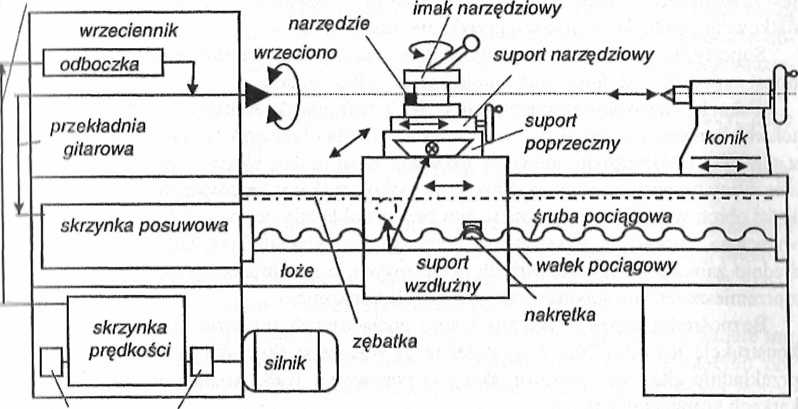
Schemat łańcucha kinematycznego tokarki uniwersalnej przedstawiono na rys. 1.2. Początkiem łańcucha kinematycznego jest silnik elektryczny, zazwyczaj dwubiegowy, w którym energia elektryczna jest zamieniana na energię mechaniczną i przez sprzęgło przekazywana do skrzynki prędkości. Zadaniem skrzynki prędkości jest zrealizowanie określonego przełożenia mechanicznego. Istnieje tu zazwyczaj możliwość ustawienia kilkunastu przełożeń o wartościach uszeregowanych według ciągu liczb Renarda (np.
M
illa </) =1,26 -» n= {18; 22,4; 28; 35,5; 45; 56; 71, 90, 112..... 1800; 2240; obr/min)).
/.o skrzynki prędkości napęd przekazywany jest dalej za pomocą przekładni pasowej ilu wr/cciennika, a dokładniej na wałek przekładni zębatej zwanej odboczką. Odboczkę .łanowi dwójka lub trójka przesuwnych kół zębatych. Jej zadaniem jest podwojenie lub potrojenie możliwości nastawiania stopni prędkości obrotowych wrzeciona, jakie daje ilwubiegowy silnik i skrzynka prędkości. Wrzeciono, np. poprzez uchwyt, przekazuje energię do przedmiotu obrabianego i strefy skrawania. Wskutek strat energii wynikają i ych z określonej sprawności silnika elektrycznego i pozostałych par kinematycznych układu, ilość energii przekazywanej do strefy skrawania stanowi zazwyczaj siedemdziesiąt kilka procent energii pobieranej z sieci elektrycznej przez obrabiarkę.
H/okladnia
miBOWa
hamulec sprzęgło
Rys. 1.2. Schemat kinematyczny tokarki uniwersalnej
Hamulec ma za zadanie szybkie wyhamowanie obrotów wszystkich elementów łańcucha kinematycznego obrabiarki wraz z przedmiotem obrabianym. Podczas hamowania silnik elektryczny zostaje automatycznie odłączany od układu za pomoc:) sprzęgła i obraca się na biegu jałowym. Jego obroty są włączane i wyłączane odrębnymi przyciskami elektrycznymi.
Napęd do skrzynki posuwowej jest przenoszony z wrzeciona obrabiarki, za pomocą przekładni zwanej gitarą. Zmieniając koła zębate w przekładni gitarowej, można uzyski wać mniej lub bardziej nietypowe przełożenia, umożliwiające np. nacinanie gwintów ca lowych, modułowych itp. Skrzynka posuwowa daje duże możliwości realizacji przełożeń. Przekazuje ona napęd na śrubę pociągową jeśli toczone mają być gwinty lub na wałek pociągowy, jeśli ma być realizowane toczenie wzdłużne lub poprzeczne. Ze śruby poeią-
i:>
Wyszukiwarka
Podobne podstrony:
skanuj0012 (253) • Pomiar narzędzi, określanie korekcji położenia i wprowadzanie i
skanuj0001 Zadanie:Pomiary hydrometryczne. Określanie natężenia przepływu na podstawie pomiarów pręd
skanuj0030 (154) Przyjęcie demograficznego określenia urbanizacji nie prowadzi wcale do jakiegoś z
skanuj0065 (41) R07d7iał V - Narzędzia specjalne 5.1.3 Łączenie dokumentu głównego z danymi do kores
74239 skanuj0050 5.4.3. Zasada pomiaru twardości kulką stalową (skala B i F) średnicy Dl 1(J = Do po
50568 skanuj0067 (35) Rozdział V - Narzędzia specjalne Jeśli makra zostały przypisane do pasków narz
skanuj0172 [1600x1200] mgielnej z gazem palnym, powstała mieszanina wprowadzana jest do zaimka szcze
skanuj0006 ciągłości istnienia bogów, utrzymywanie kontaktu z nimi i nakłanianie ich do wyzwolenia p
skanuj0011 (253) ■ „. ^.:v^^y>:r.-,v;^^^ ^ / - ŹVŻ?£ ’ f
więcej podobnych podstron