222 (41)
222 11. CIĘCIE TERMICZNE
Propan techniczny (LPG, gaz płynny). Propan jest drugim po acetylenie gazem palnym pod względem powszechności stosowania do cięcia. Czas podgrzewania do osiągnięcia temperatuiy zapłonu stali jest ok. dwukrotnie dłuższy w porównaniu z czasem przy użyciu acetylenu. Gdy cięty materiał jest gruby (> 100 mm), prędkość cięcia może dorównywać prędkości osiąganej przy użyciu acetylenu. Propan jest dostarczany w stanie skroplonym pod ciśnieniem własnych par (ok. 3 bar) w lekkich butlach, transport jest więc tańszy, a użytkowanie bezpieczniejsze niż acetylenu.
Gaz ziemny. Można stosować go do cięcia maszynowego. Ze względu na niskie cechy energetyczne i małą prędkość (wydajność) cięcia nie znajduje szerszego zastosowania, mimo że przy cięciu grubych blach proces jest ekonomicznie i jakościowo korzystny.
Wodór. Praktycznie znajduje zastosowanie do cięcia pod wodą na każdej głębokości.
Cięcie tlenem jest ekonomicznie korzystne, proste technicznie i szybkie, jest zatem najczęściej stosowane do cięcia stali niestopowych. Do cięcia ręcznego używa się takich samych palników, jakie są przeznaczone do spawania, należy tylko wymienić końcówkę (do cięcia) odpowiednio dobraną do grubości ciętej stali. Ręcznie można ciąć stale do grubości ok. 100 mm. Przy grubości 5+100 mm prędkość cięcia wynosi odpowiednio ok. 500+150 mm/min.
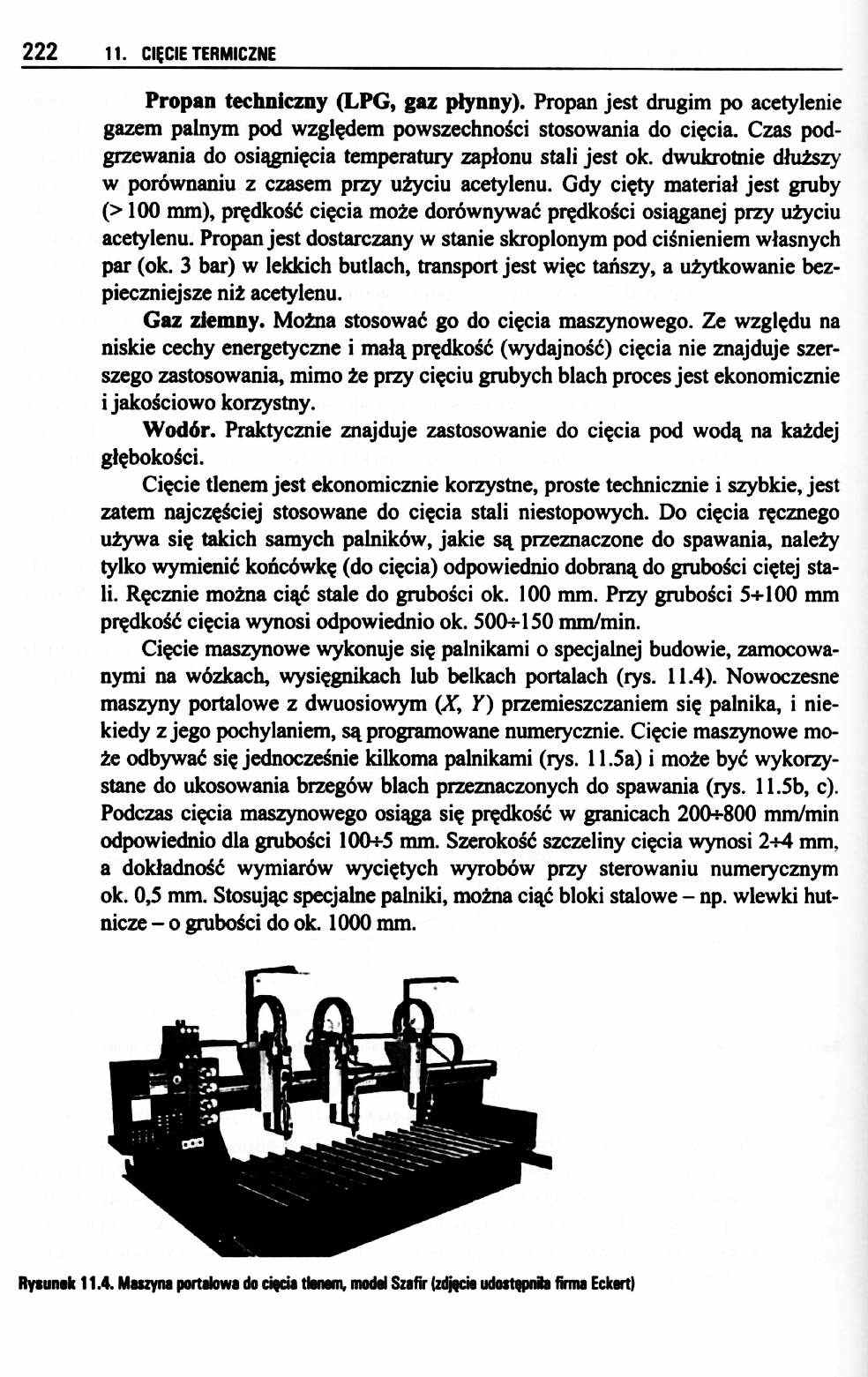
Cięcie maszynowe wykonuje się palnikami o specjalnej budowie, zamocowanymi na wózkach, wysięgnikach lub belkach portalach (rys. 11.4). Nowoczesne maszyny portalowe z dwuosiowym (X, Y) przemieszczaniem się palnika, i niekiedy z jego pochylaniem, są programowane numerycznie. Cięcie maszynowe może odbywać się jednocześnie kilkoma palnikami (rys. 11.5a) i może być wykorzystane do ukosowania brzegów blach przeznaczonych do spawania (rys. 11.5b, c). Podczas cięcia maszynowego osiąga się prędkość w granicach 200+800 mm/min odpowiednio dla grubości 100+5 mm. Szerokość szczeliny cięcia wynosi 2+4 mm. a dokładność wymiarów wyciętych wyrobów przy sterowaniu numerycznym ok. 0,5 mm. Stosując specjalne palniki, można ciąć bloki stalowe - np. wlewki hutnicze - o grubości do ok. 1000 mm.
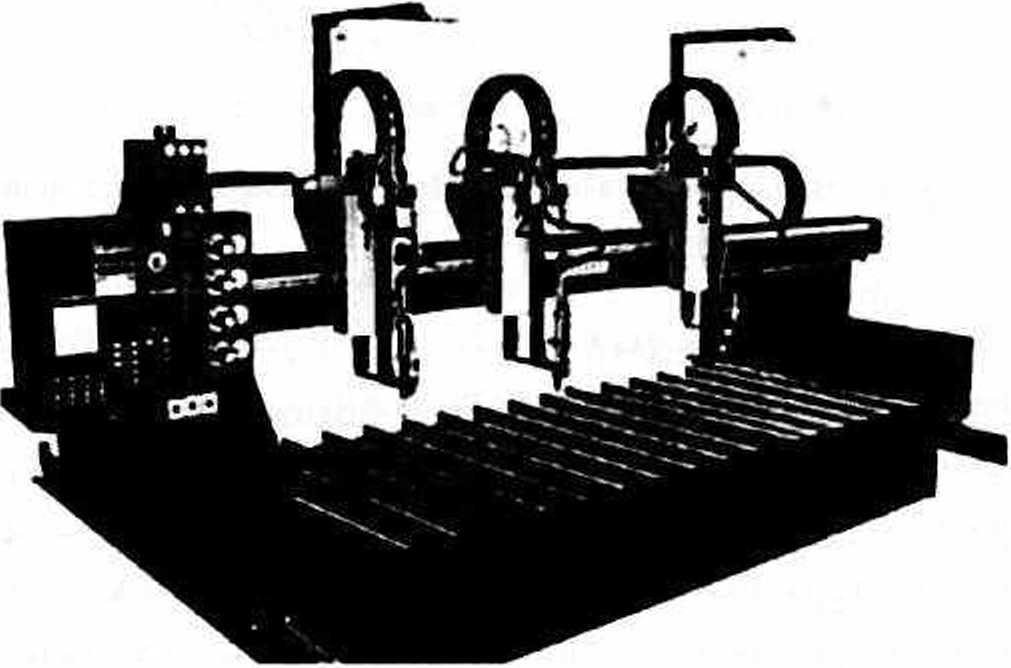
Rysunek 11.4. Maszyna portalowa do oyda tlenom, moda! Szafir (zdjęcia udostępnia firma Eckert)
Wyszukiwarka
Podobne podstrony:
226 (32) 226 11. CIĘCIE TERMICZNE Argon cechuje mała przewodność cieplna, co jest
220 (32) 220 11. CIĘCIE TERMICZNE Rysunek 11.1. Zmiany temperatury topnienia i zap
224 (35) 224 11. CIĘCIE TERMICZNE słupa wody), to cięcie tlenem przy użyciu acetyl
228 (32) 228 11. CIĘCIE TERMICZNE często zmieniającego się profilu produkcji. Szer
230 (32) 230 11. CIĘCIE TERMICZNE spala żelazo w reakcji egzotermicznej. Cięcie st
232 (31) 232 11. CIĘCIE TERMICZNE trudniejsze. Koszt cięcia strumieniem wody ze śc
1 2 222 11. Rezerwa plastyczna 222 11. Rezerwa plastyczna = 0,381 < 0,6, VR = 0,58Av/d =
Zdjęcie0084 „SPAJANIE I CIĘCIE TERMICZNE" DLA GRUPY Ml-11Zajęcia: _________ G
Witryna internetowa A-— Pogotowie Kontakt: 022 222 11 333 Ratunkowe Dodaj nowe
72180 Zdjęcie0084 „SPAJANIE I CIĘCIE TERMICZNE" DLA GRUPY Ml-11Zajęcia: _____
222 (11) Zasuwy kołnierzowe Wyszczególnienie robót: 1. Dostarczenie do wykopu, opuszczenie i ustawie
CCI20130725�221 222 11. Gospodarka osadami ściekowymi (tzn. by nie zagniwał). Dlatego też skraca się
21 11 09 (119) Wszystkie techniki
Nr 9E9 (numer dyplomu) L Pp L 11 E C H N I K A ŁÓDZKA.. Wyaz. fizyki Technicznej, Informatykii Matem
img157 Tematy i zagadnienia do ćwiczeń1. Spawanie gazowe palnikiem acetylenowo -tlenowym. Cięcie ter
więcej podobnych podstron