245 (3)
niem gazu dodatkowo doprowadzonego do obszaru cięcia. Podstawowe procesy cięcia łukowego to:
- cięcie łukowo-powietrzne elektrodą grafitową,
- cięcie łukowo-tlenowe,
- cięcie elektrodą otuloną.
9.2.1. Cięcie łukowo-powietrzne elektrodą grafitową
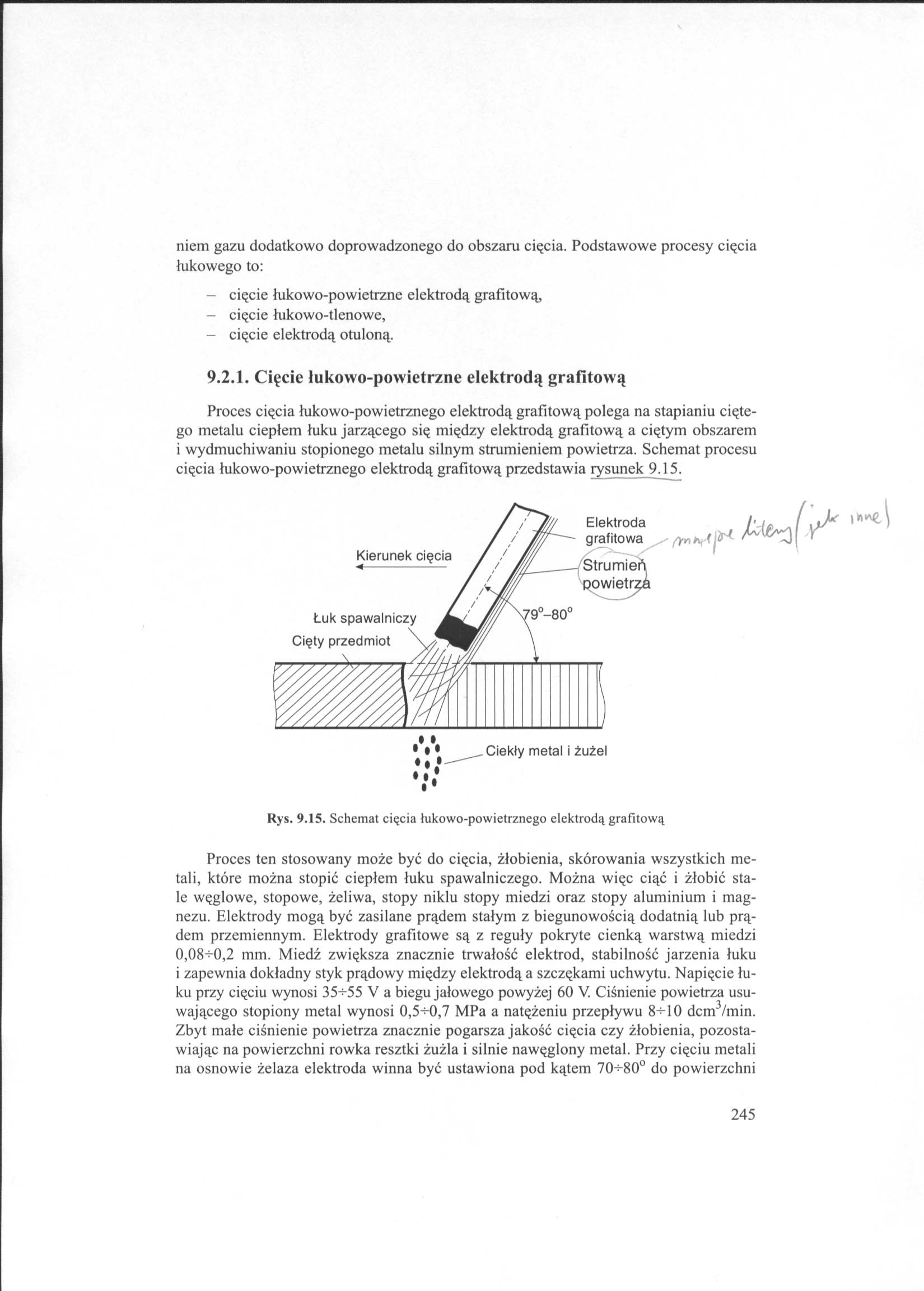
Proces cięcia łukowo-powietrznego elektrodą grafitową polega na stapianiu ciętego metalu ciepłem łuku jarzącego się między elektrodą grafitową a ciętym obszarem i wydmuchiwaniu stopionego metalu silnym strumieniem powietrza. Schemat procesu cięcia łukowo-powietrznego elektrodą grafitową przedstawia rysunek 9.15.

Proces ten stosowany może być do cięcia, żłobienia, skórowania wszystkich metali, które można stopić ciepłem łuku spawalniczego. Można więc ciąć i żłobić stale węglowe, stopowe, żeliwa, stopy niklu stopy miedzi oraz stopy aluminium i magnezu. Elektrody mogą być zasilane prądem stałym z biegunowością dodatnią lub prądem przemiennym. Elektrody grafitowe są z reguły pokryte cienką warstwą miedzi 0,08+0,2 mm. Miedź zwiększa znacznie trwałość elektrod, stabilność jarzenia łuku i zapewnia dokładny styk prądowy między elektrodą a szczękami uchwytu. Napięcie łuku przy cięciu wynosi 35+55 V a biegu jałowego powyżej 60 V. Ciśnienie powietrza usuwającego stopiony metal wynosi 0,5+0,7 MPa a natężeniu przepływu 8+10 dcm3/min. Zbyt małe ciśnienie powietrza znacznie pogarsza jakość cięcia czy żłobienia, pozostawiając na powierzchni rowka resztki żużla i silnie nawęglony metal. Przy cięciu metali na osnowie żelaza elektroda winna być ustawiona pod kątem 70+80° do powierzchni
245
Wyszukiwarka
Podobne podstrony:
Przedmowa Bezprecedensowy rozwój techniki mikroprocesorowej doprowadził do nowego spojrzenia na proc
ZAŁĄCZNIK : Dodatkowe efekty dla obszaru dyplomowania: ZARZĄDZANIE PROCESAMI WYTWARZANIA
Pytania do egzaminu z Projektowania procesów Podstawowe pytania do egzaminu z przedmiotu Projektowan
skanowanie0027 (18) zależne sterowanie energią liniową łuku i ilością podawanego do obszaru spawania
Scan0253 DODATKOWE INFORMACJE Moim celem jest doprowadzenie do tego, by świat stał się lepszy dla lu
skanowanie0027 (18) zależne sterowanie energią liniową łuku i ilością podawanego do obszaru spawania
Świat arabsko-muzuhnański 95 W zachodnim obszarze świata islamu język arabski stopniowo doprowadził
Zalesianie obszarów górskich w Sudetach Gospodarka taka doprowadziła do wyginięcia wielu gatunków ro
skanuj0011 (10) stron i doprowadził do pełnego porozumienia. Spośród najważniejszych wymienić można:
IMAG0182 1) nawilżanie powietrza nawiewnego. Proces polega na doprowadzeniu do powietrza wody. Która
postawiony problem może doprowadzić do poprawnego i w miarę wszechstronnego określenia znaczenia pol
więcej podobnych podstron