282 (2)
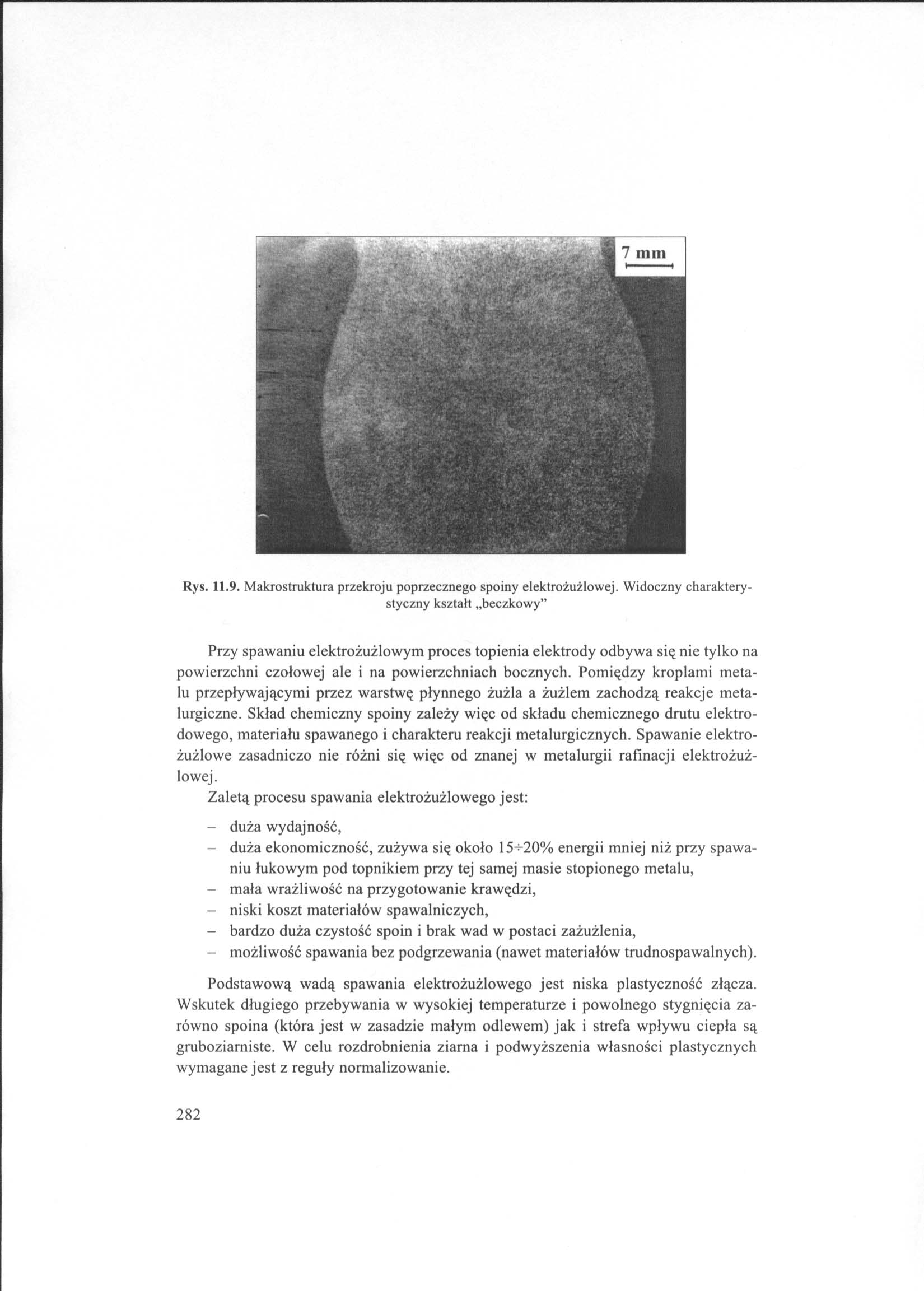
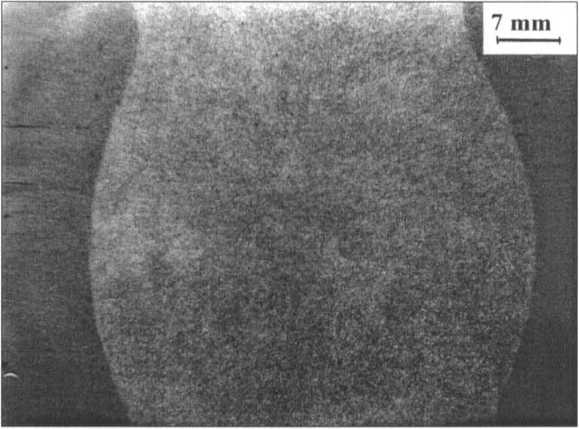
Rys. 11.9. Makrostruktura przekroju poprzecznego spoiny elektrożużlowej. Widoczny charakterystyczny kształt „beczkowy”
Przy spawaniu elektrożużlowym proces topienia elektrody odbywa się nie tylko na powierzchni czołowej ale i na powierzchniach bocznych. Pomiędzy kroplami metalu przepływającymi przez warstwę płynnego żużla a żużlem zachodzą reakcje metalurgiczne. Skład chemiczny spoiny zależy więc od składu chemicznego drutu elektrodowego, materiału spawanego i charakteru reakcji metalurgicznych. Spawanie elektro-żużlowe zasadniczo nie różni się więc od znanej w metalurgii rafinacji elektrożużlowej.
Zaletą procesu spawania elektrożużlowego jest:
- duża wydajność,
- duża ekonomiczność, zużywa się około 15+20% energii mniej niż przy spawaniu łukowym pod topnikiem przy tej samej masie stopionego metalu,
- mała wrażliwość na przygotowanie krawędzi,
- niski koszt materiałów spawalniczych,
- bardzo duża czystość spoin i brak wad w postaci zażużlenia,
- możliwość spawania bez podgrzewania (nawet materiałów trudnospawalnych).
Podstawową wadą spawania elektrożużlowego jest niska plastyczność złącza. Wskutek długiego przebywania w wysokiej temperaturze i powolnego stygnięcia zarówno spoina (która jest w zasadzie małym odlewem) jak i strefa wpływu ciepła są gruboziarniste. W celu rozdrobnienia ziarna i podwyższenia własności plastycznych wymagane jest z reguły normalizowanie.
282
Wyszukiwarka
Podobne podstrony:
Rys. 6 przedstawia schematyczny obraz przekroju poprzecznego spoiny czołowej. Strefę wpływu ciepła j
1tom333 13. ELEKTROTERM1A -668 Rys. 13.19. Przekrój poprzeczny termoelektrolizera z anodą Sóderberga
485 2 Rys. 12.13. Przekrój poprzeczny elektrowni derywacyjnej wyposażonej w hydrozespoły rurowe, z p
71 (135) Rys. 2.21. Pomiar przekrojów poprzecznych instrumentem Dahita 01OA Zeissa 90° w lewo i wyk
71 (185) 71 Rys. 2.21. Pomiar przekrojów poprzecznych instrumentem Dahlta 010A Zeissa 90° w lewo i w
30 (360) / Rys. 11.48. Łożysko poprzeczne z trzema wahliwymi płytkami panwiowymi z regulacją luzu ło
DSC00811 (4) Rys. 5.11. Klinowe połączenia poprzeczne z napięciem wstępnym: o) czop walcowy połączen
3tom047 2. WYTWARZANIE ENERGII ELEKTRYCZNEJ 96 Rys. 2.11. Podział procesu technologicznego klasyczne
124 cd. tablicy 5.2 poz. j 2
125 cd. tablicy 5.2 poz. m wymiar charakleryslyczny przekroju poprzecznego spoiny w mm L.p. Rodzaj
155 5 są widoczne na rys. 6.8, stanowiącym jego przekrój poprzeczny. Ciśnieniowa skrzynia korbowa je
P3109036 gf«ć II. Podmioty gospodarczo Rys. 11. Schcmut organizacyjny spółki akcyjnej (elektrowni) V
Rdzeń kręgowy: • Na przekroju poprzecznym rdzenia kręgowego widoczne są skupiska komórek
plyny tomplus007 Tabela sztalty przekrojów poprzecznych przewodów kanalizacyjnymi ; jjch charakter)
skanuj0035 (103) Rys. 11 Przekrój poprzeczny przęsła płytowego z jezdnią z krawężnikami *e
więcej podobnych podstron