94 (82)
94 5. STRUKTURA ZŁĄCZY SPAWANYCH I ICH WŁAŚCIWOŚCI TECHNOLOGICZNE
O 10 20 30 40 50 60 70 80 90 100 Grubość blachy g, mm
Grubość blachy g, mm Grubość blachy g, mm
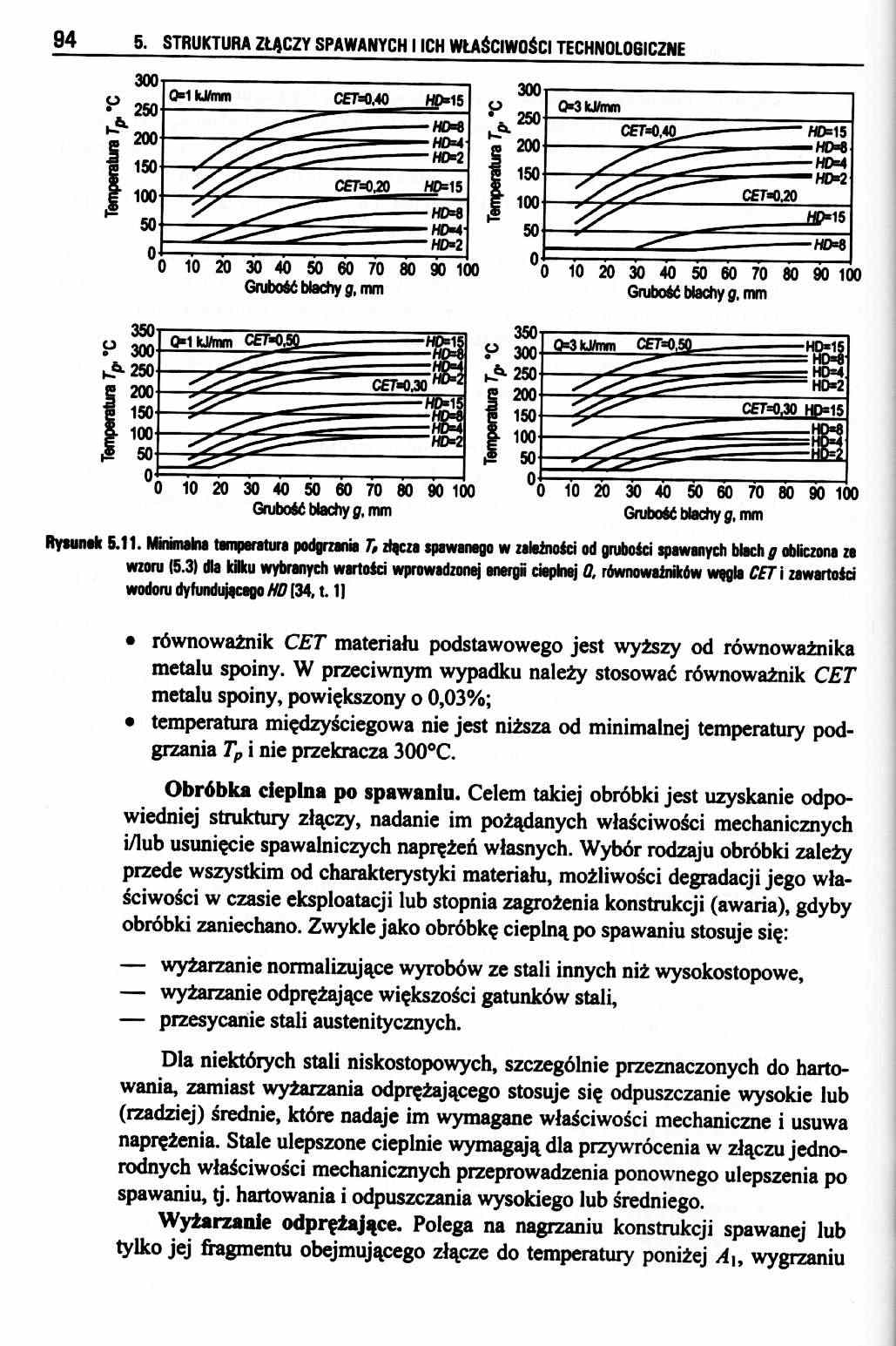
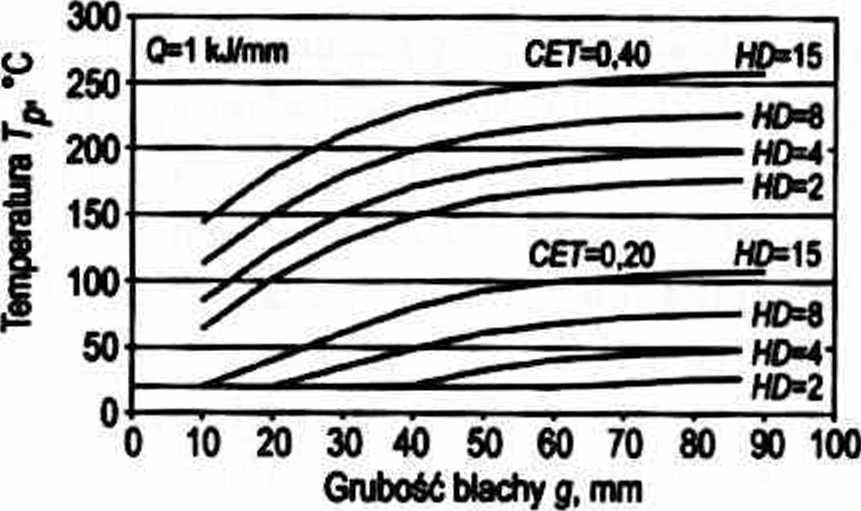
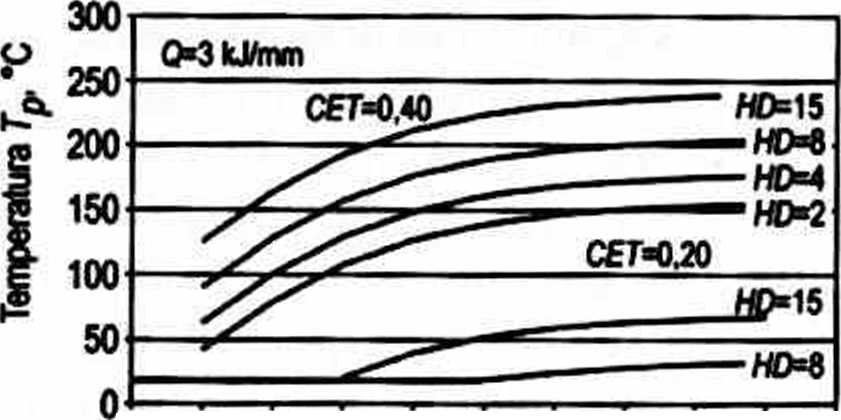
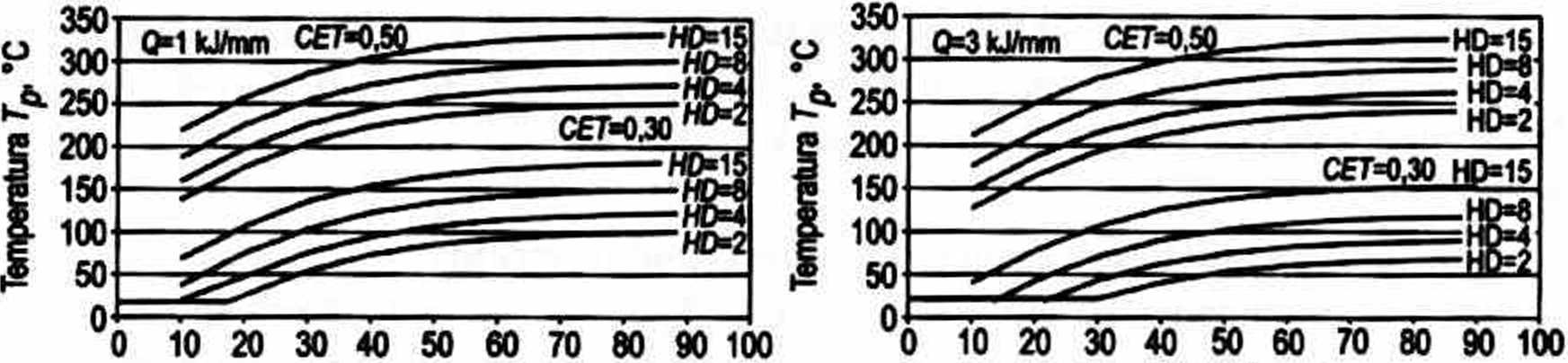
Rytunafc 6.11. Minimalna tamperatura podgrzania T, złącza spawanego w zależności od giubości spawanych blach g obliczona ze wzoru 15.3) dla kilku wybranych wartości wprowadzonej energii cieplnej 0. równoważników węgla CET i zawartości wodoru dyfundującago HD [34,1.1]
• równoważnik CET materiału podstawowego jest wyższy od równoważnika metalu spoiny. W przeciwnym wypadku należy stosować równoważnik CET metalu spoiny, powiększony o 0,03%;
• temperatura międzyściegowa nie jest niższa od minimalnej temperatury podgrzania Tp i nie przekracza 300°C.
Obróbka cieplna po spawaniu. Celem takiej obróbki jest uzyskanie odpowiedniej struktury złączy, nadanie im pożądanych właściwości mechanicznych i/lub usunięcie spawalniczych naprężeń własnych. Wybór rodzaju obróbki zależy przede wszystkim od charakterystyki materiału, możliwości degradacji jego właściwości w czasie eksploatacji lub stopnia zagrożenia konstrukcji (awaria), gdyby obróbki zaniechano. Zwykle jako obróbkę cieplną po spawaniu stosuje się:
— wyżarzanie normalizujące wyrobów ze stali innych niż wysokostopowe,
— wyżarzanie odprężające większości gatunków stali,
— przesycanie stali austenitycznych.
Dla niektórych stali niskostopowych, szczególnie przeznaczonych do hartowania, zamiast wyżarzania odprężającego stosuje się odpuszczanie wysokie lub (rzadziej) średnie, które nadaje im wymagane właściwości mechaniczne i usuwa naprężenia. Stale ulepszone cieplnie wymagają dla przywrócenia w złączu jednorodnych właściwości mechanicznych przeprowadzenia ponownego ulepszenia po spawaniu, tj. hartowania i odpuszczania wysokiego lub średniego.
Wyżarzanie odprężające. Polega na nagrzaniu konstrukcji spawanej lub tylko jej fragmentu obejmującego złącze do temperatury poniżej A\> wygrzaniu
Wyszukiwarka
Podobne podstrony:
82 (105) 82 5. STRUKTURA ZŁĄCZY SPAWANYCH I ICH WŁAŚCIWOŚCI TECHNOLOGICZNE struktura SWC może znaczn
78 (111) 78 5. STRUKTURA ZŁĄCZY SPAWANYCH I ICH WŁAŚCIWOŚCI TECHNOLOGICZNE Rysunek 5.1. Układ kryszt
80 (115) 80 5. STRUKTURA ZŁĄCZY SPAWANYCH I ICH WŁAŚCIWOŚCI TECHNOLOGICZNE Rysunek 5.3. Obrazy mikro
84 (98) 84 5. STRUKTURA ZŁĄCZY SPAWANYCH I ICH WŁAŚCIWOŚCI TECHNOLOGICZNE wowym, spoiwie, mikrostruk
86 (95) 86 5. STRUKTURA ZŁĄCZY SPAWANYCH I ICH WŁAŚCIWOŚCI TECHNOLOGICZNE Obliczenia według wzoru (5
88 (90) 88 5. STRUKTURA ZŁĄCZY SPAWANYCH I ICH WŁAŚCIWOŚCI TECHNOLOGICZNE spoiny, do której dostaje
90 (90) 90 5. STRUKTURA ZŁĄCZY SPAWANYCH I ICH WŁAŚCIWOŚCI TECHNOLOGICZNE5.4.4. Pękanie rozwarstwien
92 (89) 92 5. STRUKTURA ZŁĄCZY SPAWANYCH I ICH WŁAŚCIWOŚCI TECHNOLOGICZNE Podgrzewanie przed spawani
sem5 ośw wyk notatki skan (9) mc I 10 20 30 46 SO 60 70 80 min <77as adaptacji cłn ótarrmoArt Wła
77 (118) 5STRUKTURA ZŁĄCZY SPAWANYCH I ICH WŁAŚCIWOŚCI TECHNOLOGICZNE5.1. Krystalizacja spoiny W wyn
85 (94) 5.4. PĘKANIE ZŁĄCZY SPAWANYCH 85 a) l b) Obszar w s
96 (81) 6POŁĄCZENIA SPAWANE I ICH WŁAŚCIWOŚCI6.1. Charakterystyka (konstrukcyjna) złączy i spoin W
98 (73) 98 6. POŁĄCZENIA SPAWANE I ICH WŁAŚCIWOŚCI Tablica 6.1. Rodzaje spoin i sposób ich oznaczani
strukturę i przeciwdziałający zmianie ich właściwości. Średnica włókien mieści się w granicach od 10
DSCN3024 Przetwórstwo tworzyw polimerowych nr 5.1.94. Instrukcja kontroli jakości Zbiór właściwości
więcej podobnych podstron